“Floc on a rock” le traitement de l’eau de process avec la clarification lestée Actiflo®
29 avril 2022Paru dans le N°451
à la page 40 ( mots)
Rédigé par : Philippe SAUVIGNET
L’industrie consomme de très grandes quantités d’eau afin de transformer les matières premières en produits finis ou semi-finis. La réutilisation des eaux de procédé est de plus en plus appliquée mais l’apport d’eau fraîche demeure essentiel dans la mesure où la qualité des eaux de procédé doit être maintenue en tout temps. L’objet de cet article est de présenter un traitement ayant fait ses preuves pour la prise en charge globale de la problématique de clarification d’eau de surface et de production d’eau de process pour les besoins de l'industrie.
Introduction
Rares sont aujourd’hui les industriels qui n’ont pas une réflexion, concernant l’optimisation de leurs eaux de process. Si ce n’est par conscience environnementale, c’est au moins par volonté de réaliser des économies. L’élaboration des produits, les exigences en matière d’hygiène, la complexité des processus industriels induisent des consommations d’eau importantes.
Même constat au niveau des municipalités. Dans un contexte d’urbanisation croissante, caractérisé par la concentration et l’accroissement de la population des villes, les installations de traitement d’eau potable sont souvent, elles aussi, confrontées à cette problématique de manque d’espace et de mise à disposition d’eau en quantité suffisante pour la population locale.
Figure 1 : Compacité de la clarification lestée (Actiflo®) versus un décanteur lit de boue de capacité identique.
La difficulté, c’est qu’avec un procédé de traitement conventionnel ou lamellaire, produire deux fois plus d’eau de process implique une installation qui va occuper quasiment le double de surface au sol. La solution était donc ailleurs et c’est ainsi que Veolia a mis au point et lancé en 1989 Actiflo®. Ce procédé permet de produire de l’eau beaucoup plus vite qu’à l’aide des procédés conventionnels avec une qualité optimale constante et une emprise au sol extrêmement réduite puisqu’elle représente seulement 5 à 15 % de la surface au sol occupée par les installations conventionnelles.
La floculation lestée est largement utilisée dans l’industrie de l’eau pour le traitement de l’eau potable, des eaux usées municipales, des eaux pluviales et des eaux industrielles. Ce procédé de séparation physico-chimique par gravité implique l’injection d’un agent de lestage, généralement du microsable, pour augmenter la densité et la taille des flocs. Cependant, les caractéristiques physiques des flocs lestés finaux sont encore mal définies. Une méthode microscopique a été spécifiquement développée pour caractériser les flocs 1) densité, 2) taille et 3) facteur de forme.
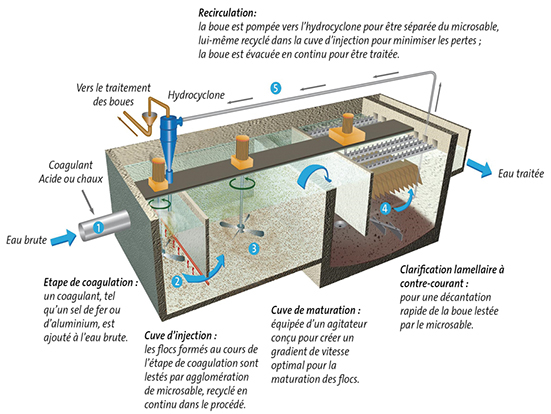
Figure 2 : Schéma du procédé de clarification lestée (Actiflo®) et microsable vu au microscope 0 - 1 mm.
En général, la vitesse moyenne de décantation des flocs est un bon prédicteur de l’élimination de la turbidité. Une analyse approfondie des caractéristiques du floc indique une corrélation entre la taille du floc et le plus gros grain de microsable potentiellement incorporable dans la structure du floc. Depuis le début des années 1990, de nombreux chercheurs ont étudié les performances de la floculation lestée (Desjardins et al. 2001 ; A. Ghanem, Young, & Edwards, 2007 ; Lapointe & Barbeau, 2015 ; Plum et al. 1998 ; Sibony, 1981 ; Young & Edwards, 2000). L’efficacité de la séparation et la qualité de la floculation n’ont été évaluées qu’indirectement à l’aide de mesures du nombre de particules ou de la turbidité des eaux décantées. Cependant, ces techniques ne fournissent pas d’informations descriptives concernant les caractéristiques du floc (par exemple, le diamètre, la compacité, la densité et la forme). De telles informations sont essentielles pour modéliser et optimiser correctement le processus. Ceci est intéressant pour tout procédé commercial de floculation lestée (par exemple, Actiflo®, Sirofloc® et CoMag®).
L’objectif général de cette étude est de développer une technique permettant d’évaluer quantitativement les performances du lestage des flocs par un milieu extérieur. Une approche standardisée est d’abord proposée pour caractériser les flocs lestés par leur densité, leur taille et leur forme. Dans un deuxième temps, cette technique a été utilisée pour étudier les performances de la floculation par ballastage pour (i) différentes tailles de milieu de ballastage et (ii) les conditions de floculation (gradient d’énergie, type et dosage de polymère). La méthode de microscopie s’est avérée être une technique sensible pour optimiser la floculation lestée.
L’industrie consomme de très grandes quantités d’eau afin de transformer les matières premières en produits finis ou semi-finis. La réutilisation des eaux de procédé est de plus en plus appliquée mais l’apport d’eau fraîche demeure essentiel dans la mesure où la qualité des eaux de procédé doit être maintenue en tout temps. L’objet de cet article est de présenter un traitement ayant fait ses preuves pour la prise en charge globale de la problématique de clarification d’eau de surface et de production d’eau de process pour les besoins de l’industrie.
Intérêt de la clarification lestée Actiflo®
Le principe de la clarification lestée est connu et utilisé en France et dans le reste du monde depuis les années 60. La dernière génération de décanteur à grande vitesse basée sur ce procédé est l’Actiflo® qui combine les intérêts du floc lesté avec ceux de la décantation lamellaire. Actiflo® est un procédé de traitement des eaux qui consiste à coaguler l’eau à traiter avec un coagulant à base de sel de fer ou d’aluminium, puis à floculer l’eau coagulée avec un polymère (synthétique ou biosourcé) et un agent lestant (le microsable), et enfin à décanter les flocs formés dans un décanteur équipé de lamelles. Le mélange boue-microsable est extrait en partie basse du décanteur, et l’eau traitée est extraite en haut du décanteur. Un hydrocyclone sépare la boue du microsable, et ce dernier est réintroduit dans l’ouvrage. Cette technique permet de débarrasser les eaux traitées des impuretés colloïdales ou en suspension, constituées de polluants qu’il est souhaitable d’éliminer. Fort de plus de 1 200 références dans plus de 60 pays, l’Actiflo® est devenu un outil incontournable en clarification.
Stabilité : l’une des principales caractéristiques de la clarification lestée par rapport à tout type de système de clarification c’est la présence massive et continue d’un élément chimique inerte servant d’amorce à la formation de flocs mais aussi de leste : le micro sable. Ce qui fait l’unicité de l’Actiflo® réside donc dans l’absence d’accumulation d’un « lit de boue » qui doit être maîtrisé et surtout stabilisé.
Réactivité : caractérisé par une large surface de contact, le micro sable accélère la coagulation/floculation et augmente considérablement la vitesse de décantation des flocs. Le micro sable permet aussi de s’affranchir des effets pénalisant sur la clarification des températures froides de l’eau à traiter. Enfin la disponibilité quasi immédiate du micro sable lors des phases de démarrage permet à l’Actiflo® de répondre instantanément aux démarrages ainsi qu’aux fluctuations de débit. A contrario les systèmes de clarification à accumulation de boues équipées de lamelles ou non ne peuvent pas être sollicités de la même manière. Ils sont contraints par les phénomènes d’inertie hydraulique mais aussi thermique.
Rejet continue des boues : dans l’Actiflo®, le mélange de flocs et de micro sable est récupéré par le racleur de fond avant d’être pompé vers l’hydrocyclone pour le nettoyage et la récupération du micro sable. L’hydrocyclone sépare les boues du micro sable par effet centrifuge. Le micro sable nettoyé est réinjecté dans le bassin de floculation tandis que les boues, évacuées par gravité, poursuivent leur chemin vers la filière de traitement.
Sécurité bactériologique accrue : contrairement à la clarification lestée, les systèmes à accumulation de boues (Matières en suspension, colloïdes et hydroxydes) offre les conditions idéales d’hébergement de bactéries, virus et autres parasites (Cryptosporidium et Giardia). Diverses études ont montré le net avantage de la décantation à floc lesté (qui élimine les boues au fur et à mesure de leur production) par rapport au décanteur à lit de boue.
Adaptabilité à la charge entrante : Grâce à la présence continue de micro sable, la décantation lestée est capable de gérer des variations extrêmes de la charge entrante aussi bien en termes de matières en suspension, que colloïdes (Matière Organique) ou algues. L’inertie qu’offre le ballaste permet de gérer de manière instantanée ces variations. Les décanteurs classiques sont beaucoup plus difficiles à ajuster lors de ces phases nécessitant des interventions humaines non planifiées.
Nombreuses applications : L’Actiflo® peut être utilisé pour traiter aussi bien des eaux de surface que souterraines, là où de meilleures performances ainsi qu’une réduction des coûts sont désirées. Il est parfaitement adapté au traitement des ressources dans des conditions extrêmes ou avec des caractéristiques pouvant varier de façon importante. Ce procédé permet de traiter efficacement et de façon stable aussi bien la turbidité (haute comme basse), la couleur, le COT, les algues, la teneur en particules, le Cryptosporidium, le fer, le manganèse, l’arsenic et d’autres contaminants indésirables de l’eau.
Traitement des eaux brutes à très forte turbidité : l’usage de microsable dans le procédé Actiflo® résulte en une concentration relativement stable en Matières En Suspension dans le système. De ce fait, des variations importantes ou soudaines de la qualité de l’eau brute sont efficacement compensées par la concentration déjà élevée de Matières en Suspension qui est typiquement maintenue au cours du procédé. Ainsi, ce procédé permet d’obtenir des performances stables en termes de traitement des eaux brutes présentant un excès de turbidité d’au moins 1,000 NTU. Les technologies plus conventionnelles à accumulation de boues ont des difficultés à donner des qualités d’eau clarifiée acceptables dans de telles conditions.
Compacité : La décantation lestée permet de travailler à des vitesses de décantation très importantes avec des temps de séjour faibles. Il en résulte des emprises au sol très limitées qui sont de 50 à 75 % plus faibles que celles des décanteurs à accumulation de boue même lorsque ces derniers sont équipés de lamelles.
Références mondiales : De nombreuses références existent partout dans le monde, de la Tasmanie au Groenland, notamment avec des conditions extrêmes de qualité d'eau brute, avec des turbidités supérieures à 1 000 NTU et des concentrations très élevées en Matières en Suspension.
Caractéristiques du floc lesté
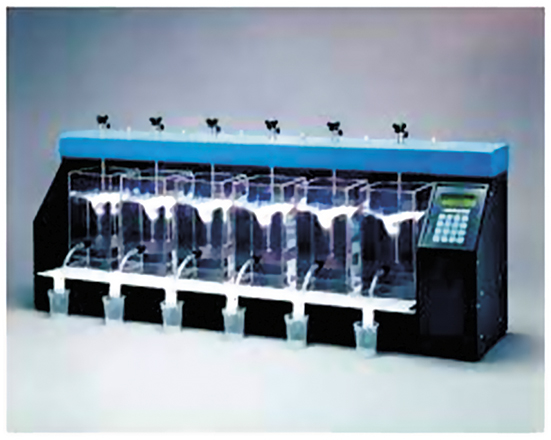
Le milieu de lestage utilisé dans cette étude était du sable de silice ayant un diamètre moyen de 140 µm et une gamme de taille de 45 à 300 µm. L’impact de l’utilisation d’un diamètre plus petit (un diamètre moyen de 80 µm et une plage granulométrique de 45 à 140 µm) a également été testé. Toutes les expériences ont été menées à l’échelle du laboratoire en utilisant soit (i) des eaux de surface provenant de la station d’épuration de Ste Rose, qui est alimentée par la rivière des Mille-Îles (Québec, Canada), soit (ii) des eaux usées municipales provenant de la station d’épuration de Loudéac (Bretagne, France). Les eaux de Ste Rose présentent une faible alcalinité (40 mg CaCO3/L), un pH neutre (7,0) et une turbidité modérée (5-10 NTU). Les eaux usées de Loudéac ont une alcalinité plus élevée (150-200 mg CaCO3/L), un pH neutre (7,5) et une turbidité élevée (900-1 500 NTU). Des béchers carrés de deux litres (B-Kers™, Phipps & Bird) ont été utilisés pour effectuer des tests en bécher à 21˚C. Les valeurs de gradient de vitesse (G) ont été calculées à l’aide du tableau de Phipps & Bird en fonction de la vitesse de rotation de la pale appliquée (Water and Air Research, 2008). Le sulfate d’aluminium (Al2(SO4)3.14H2O) a été utilisé comme coagulant. Les dosages optimaux pour l’élimination de la turbidité (4,54 mg Al/L pour l’eau de surface et 8,18 mg Al/L pour l’eau usée) ont été identifiés par la procédure d’essai en bécher suivante. Les eaux ont été mélangées par flash pendant 2 minutes à 300 s-1.
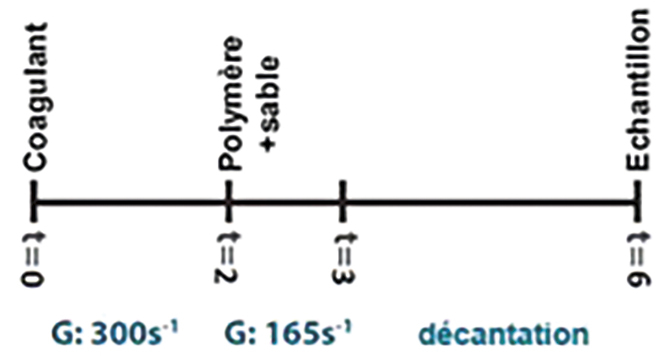
Figure 3 : Procédure Jar test & banc Jar-test Phipps & Bird.
Après la coagulation, le floculant et le microsable ont été injectés selon la séquence décrite dans la figure 3, qui est dérivée du travail de Desjardins et al. (2001). Deux polymères alternatifs ont été testés : Deux polymères alternatifs ont été testés : SNF AN905 (un polyacrylamide à faible anion et à haut poids moléculaire) et Hydrex 3842 (un polymère biosourcé faiblement anionique et de poids moléculaire modéré). Après la floculation, les eaux ont été décantées pendant 3 minutes. Les échantillons d’eau décantée ont été collectés à 10 cm sous la surface du bécher. Les mesures de turbidité (turbidimètre Hach 2100N) ont été évaluées selon la méthode 2130B de Standard Methods (2005).
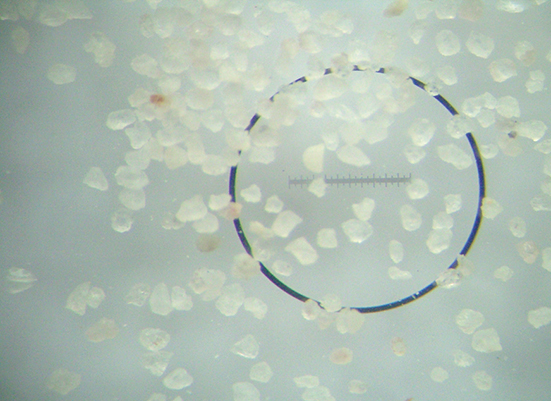
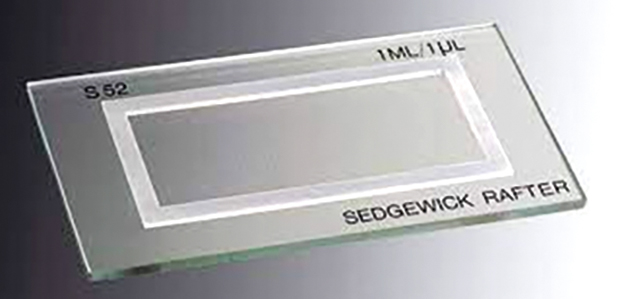
Les échantillons ont ensuite été placés dans une cellule de comptage Sedgewick Rafter modifiée (2 mm de profondeur, Modèle # 1801-G20). Une caméra (Olympus DP70) connectée à un microscope optique (Olympus BX51) a été utilisée pour capturer des images de flocs (100X). Les dimensions des flocs et des microsables ont été évaluées par un logiciel de traitement d’image (DraftSight) avec une échelle calibrée. La cellule de comptage a été balayée linéairement, et des images de flocs (au moins 40 flocs de 3 sites différents sur la cellule) ont été capturées pour assurer une représentation adéquate de la distribution des flocs (procédure dérivée de Aguilar, Sáez, Lloréns, Soler, et Ortuño (2003)).
Figure 4 : cellule de comptage Sedgewick Rafter et microscope optique (Olympus BX51).
Les diamètres équivalents des flocs (DE) et des microsables ont été calculés à partir d’images obtenues par microscopie en considérant une forme ellipsoïdale. Pour chaque floc, la surface ellipsoïdale projetée a été calculée à l’aide de l’équation 1. Un diamètre équivalent (DE) a ensuite été calculé à l’aide de l’équation 2, ce qui permet de calculer la taille du floc ou du grain de microsable. Une procédure similaire a été proposée par Allen (1997) et Johnson, Li, et Logan (1996).
ou L : dimension la plus longue de l’ellipse
l : Dimension la plus courte de l’ellipse
A : surface projetée de l’ellipse
La vitesse théorique de décantation des flocs peut être calculée en utilisant la loi de Newton (telle que décrite par Johnson et al. (1996)) dans des conditions turbulentes ou la loi de Stokes dans des conditions laminaires (en supposant que le coefficient de traînée est inversement proportionnel au nombre de Reynolds, c’est-à-dire CD = 24/Re). Dans les deux cas, les équations nécessitent la connaissance de la densité, de la forme et du diamètre du floc, qui ont été obtenus comme décrit précédemment. Les vitesses de décantation des flocs non lestés ont été calculées sur la base de leurs tailles mesurées et d’une densité relative théorique de 1,05.
Identification des conditions optimales de floculation lestée
Plusieurs paramètres influent sur la floculation lestée. En premier lieu la puissance d’agitation, en second lieu le temps de mélange (temps de séjour hydraulique) mais aussi le type de floculant (polymère) et d’agent lestant (microsable) mis en œuvre.
Figure 5 : Fonction de distribution cumulative décrivant la probabilité de la vitesse de décantation pour l’eau de source. Conditions de floculation : gradient de vitesse G=165 s-1, polymère=0.4 mg PAM/L, microsable=4 g/L et temps de floculation=1 min.
Puissance d’agitation : l’intensité du mélange pendant la floculation est déjà connue comme étant un paramètre important pour une agrégation réussie. Pour la floculation lestée, un G (Gradient de vitesse) minimal doit être induit pour maintenir l’agent de lestage en suspension. L’impact de l’augmentation du gradient de vitesse de floculation (G) sur les caractéristiques de taille des flocs lestés a été évalué par microscopie (figure 5). Les observations ont montré un impact négatif important de l’augmentation de G de 165 s-1 (les conditions habituelles de floculation pour la floculation lestée) à 300 s-1, car le diamètre moyen des flocs lestés a été réduit de 310 ± 8 µm à 200 µm ± 6 µm. Une diminution de la densité relative moyenne du floc de 1,53 ± 0,02 à 1,39 ± 0,03 (données non présentées) a également été observée lorsqu’un cisaillement élevé (300 s-1) est induit pendant l’étape de floculation. Pour un agent lestant ayant une densité relative de 2,65, une plage de 160 à 200 s-1 a été proposée comme optimale (Desjardins et al., 2001). De Dianous et Dernaucourt (1991) ont montré que des valeurs de G aussi élevées que 700 s-1 peuvent être tolérées par une structure de floc formée de polymère polyacrylamide et de sable siliceux. Les valeurs de G inférieures à 165 s-1 n’ont pas été proposées comme optimales car la suspension de microsable était incomplète sous ces faibles intensités de mélange. En d’autres termes, le mélange minimal est contrôlé par la densité de microsable.
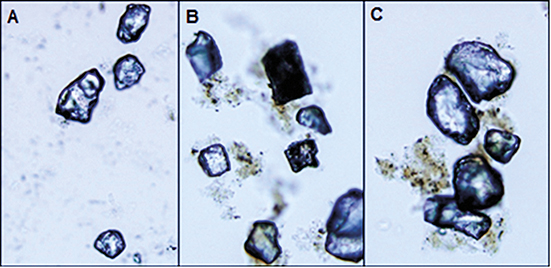
Figure 6 : Évolution de la taille des flocs A) avant floculation, B) après 0.5 minute C) et après 1 minute de floculation de l’eau de source. Conditions de floculation : gradient de vitesse G=165 s-1, polymère=0.4 PAM mg/L et microsable=4 g/L.
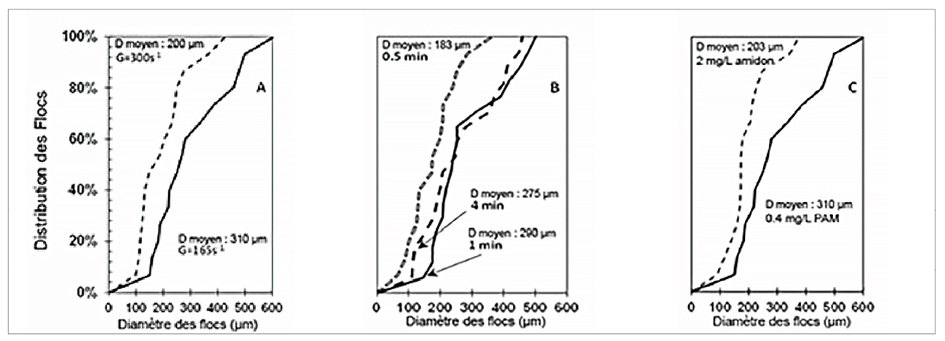
Temps de floculation : le temps minimum nécessaire à l’agrégation complète est généralement proportionnel à la concentration des particules ainsi qu’à la longueur de la chaîne de polymère et à la densité de charge (Gregory & Barany, 2011). Cependant, les longues chaînes de polymères peuvent subir une reconfiguration après une floculation prolongée (Enarsson & Wågberg, 2008). Par conséquent, le temps de contact disponible pendant la floculation (après l’injection de microsable et de polymère) doit être suffisant pour permettre à la chaîne de polyélectrolyte de s’adsorber sur les particules, mais inférieur au temps critique qui permet la reconfiguration de la chaîne. Les observations microscopiques ont également fourni des informations relatives à la cinétique d’agrégation. Les distributions de taille des flocs ont été évaluées après 0,5, 1 et 4 minutes de floculation (Figure 6B). Les diamètres moyens des flocs après 0,5, 1 et 4 minutes de floculation étaient de 183 ± 6 µm, 290 ± 9 µm et 275 ± 7 µm, respectivement. Pour cette eau spécifique, un temps de maturation de 1 minute à 21˚C est suffisant pour former des flocs lestés appropriés dans des conditions à l’échelle du laboratoire (c’est-à-dire des conditions hydrodynamiques idéales). La figure 6 fournit une preuve visuelle directe que la floculation était complète après 1 min. Pour les eaux usées testées, 30 à 40 secondes ont suffi pour achever l’agrégation et éliminer 99 % de la turbidité.
Influence du floculant : les polymères synthétiques PAM et à base d’amidon ont été comparés dans des conditions de floculation identiques (1 min à G = 165 s-1). La figure 5C indique que le PAM (diamètre moyen du floc = 310 ± 8 µm) a formé des flocs significativement plus grands (p < 0,01) par rapport à ceux formés avec le polymère à base d’amidon (diamètre moyen du floc = 203 ± 5 µm). Cependant, les densités relatives n’étaient pas significativement différentes (densités moyennes : 1,53 ± 0,02 pour le PAM contre 1,55 ± 0,04 pour l’amidon, p=0,43). Les propriétés du polymère (poids moléculaire et densité de charge) contrôlant le nombre de points d’attache à la surface du floc influencent grandement la valeur maximale de G pouvant être supportée avant la rupture des flocs. Pour cette étude et pour le PAM spécifique employé, 300 s-1 a été préjudiciable pour les agrégats lestés, car une réduction significative de la taille des flocs (30-40 %) et de la densité (10-15 %) a été observée. Pour ces conditions de mélange inadéquates, de nombreux agrégats ont été identifiés comme des flocs non lestés (aucun grain de microsable n’était attaché à la structure du floc). Un polymère à base d’amidon a aussi été testé dans cette étude en raison des préoccupations croissantes liées à la toxicité du PAM et au monomère d’acrylamide résiduel dans l’eau finale traitée (Bolto & Gregory, 2007). L’élimination plus faible des particules lorsque le polymère à base d’amidon est utilisé comme alternative dans la floculation lestée semble s’expliquer par la présence de chaînes polymères plus petites par rapport à celles offertes par le PAM synthétique (Gaid & Sauvignet, 2011).
Figure 7 : A) gradient de vélocité, B) temps de maturation et C) effet du type de polymère sur la distribution de la taille des flocs pour l’eau de source. Conditions de floculation : gradient de vélocité G=165 ou 300 s-1, polymère : 0,4 mg PAM/L ou 2 mg d’amidon/L, microsable=4 g/L et temps de floculation=0.5, 1 ou 4 minutes.
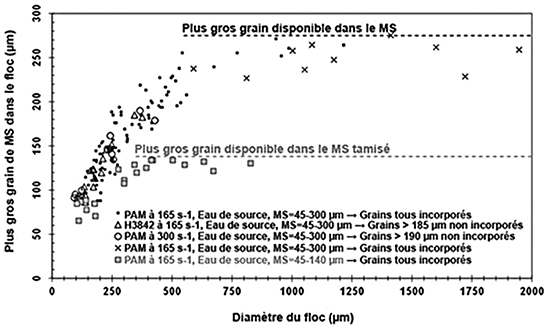
Influence du microsable : la taille du microsable est un facteur important à considérer dans la floculation lestée. Les gros grains de haute densité sont connus pour générer une répulsion hydrodynamique importante sur les plus petites particules en suspension (Thomas, Judd, & Fawcett, 1999). De plus, les gros grains de microsable sont difficiles à maintenir en suspension en raison de leurs vitesses de décantation élevées. Ceci est préoccupant car des énergies plus élevées (G) provoquent la fragmentation du floc ainsi qu’une augmentation de la consommation totale d’énergie de l’usine. Cette étude présente une nouvelle compréhension du comportement des microsables pour les applications d’eau potable et d’eaux usées. Les données synthétiques dérivées des observations du floc ont montré une corrélation entre le plus grand grain de microsable incorporé dans le floc et la taille du floc. Indépendamment du choix du polymère, de la valeur de G pendant la floculation et de la source d’eau, il a été observé que des flocs plus grands étaient capables d’incorporer de plus gros grains de microsable. Des mécanismes d’incorporation similaires ont été rapportés par Young et Edwards (2000). Les flocs produits dans des conditions optimales avec un dosage élevé de polymère (i.e., 0,5 mg/L de PAM pour les applications d’eaux usées ayant une turbidité élevée) ont incorporé tous les grains disponibles de la distribution de microsable. Par conséquent, pour les applications dans les eaux usées, des grains plus gros (> 300 µm) pourraient être injectés pour lester les agrégats. Cependant, la conclusion inverse devrait être tirée pour les plus petits flocs produits dans certaines applications d’eau potable (par exemple, exploitées avec de faibles doses de coagulant/polymère, avec des polymères de faible poids moléculaire ou dans des conditions de mélange inadaptées). Dans ces conditions, une partie importante de la distribution de microsable n’est pas incorporable dans la structure du floc. Cette observation conduit à des recommandations spécifiques pour les applications d’eaux usées ou d’eau potable car la corrélation établie pourrait prédire la taille de grain appropriée, c’est-à-dire le plus gros grain incorporable dans le floc.
Figure 8 : Impact de la taille du microsable sur son incorporation dans le floc. Conditions de floculation : gradient de vitesse G=165 ou 300 s-1, polymère : 0,4 mg PAM/L (eau de source), 0,5 mg PAM/L (eaux usées) ou 2 mg d’amidon/L (eau de source), microsable=4 g/L et temps de floculation=1 min.
Les caractéristiques des flocs ont été évaluées dans différents scénarios de floculation (type de polymère, G et source d’eau) pour deux distributions de microsable. Le premier microsable avait un diamètre moyen de 140 µm (45-300 µm). Le second a été produit par tamisage et avait un diamètre moyen de 80 µm (45-140 µm). Cette comparaison a été effectuée pour évaluer si la plus grande fraction de sable (140-300 µm) était efficacement incorporée dans les flocs lestés. La figure 8 illustre la plus grande taille de grain de microsable qui a été incorporée dans un floc lesté en fonction de son diamètre moyen. Il est démontré que les flocs lestés plus grands ont la capacité d’incorporer de plus gros grains de microsable. Par exemple, lorsque la floculation a été effectuée avec un polymère biosourcé, environ 27 % de la distribution de sable (sur une base pondérale) n’était pas incorporable dans les flocs. Dans ce scénario, le plus gros grain identifié dans tous les flocs avait un diamètre de 183 µm, alors que la distribution granulométrique disponible était plus large (45-300 µm). Des observations similaires ont été faites dans des conditions de cisaillement élevé pendant la floculation (G = 300 s-1). Pour une application dans les eaux usées qui nécessite des doses élevées de PAM, des flocs plus grands ont été produits. Dans ce scénario, l’ensemble de la distribution de microsable était intégrable dans la structure des flocs lestés.
Élimination de la turbidité liée à la vitesse de décantation des flocs : dans cette étude, l'élimination de la turbidité a toujours été mesurée après la décantation. L'élimination de la turbidité (exprimée en log) a été corrélée à la vitesse de décantation prédite sur la base de la taille, de la densité et du facteur de forme des flocs mesurés. De nombreux scénarios de floculation et deux eaux sources (eaux de surface et eaux usées) ont été considérés pour cette analyse. La figure 9 indique que, indépendamment des conditions de mélange, du type de polymère, du dosage de polymère et de l'eau source, il existe une relation claire entre la vitesse de décantation moyenne et la performance du processus de séparation en termes d'élimination de la turbidité.
Mise en application industrielle
La méthode de microscopie fournit de nouvelles informations concernant les caractéristiques des flocs lestés : densité, incorporation du lest dans le milieu, forme et diamètre. La méthode offre une grande répétabilité. Les informations obtenues par microscopie ont été utilisées pour prédire les vitesses de décantation des flocs. Sur la base d’une série d’essais contrôlés à l’échelle du laboratoire, les conclusions suivantes peuvent être tirées :
Figure 9 : Impact de la vitesse de décantation calculée à partir de la taille, de la densité et du facteur de forme du floc sur l’élimination de la turbidité pour différentes conditions de floculation. Conditions de floculation : gradient de vitesse G=165 ou 300 s-1, polymère : 0.125, 0.25, 0.375, 0.4, 0.5 ou 1,0 mg PAM/L ou 2 mg d’amidon/L, microsable=4 g/L et temps de floculation=0.5, 1 ou 4 minutes.
Les vitesses de décantation des flocs suivent une distribution log-normale.
La taille optimale du milieu de ballastage est corrélée au diamètre équivalent du floc, c’est-à-dire que des flocs plus grands peuvent incorporer des grains de microsable plus grands.
Le diamètre du floc a un impact plus important sur la vitesse de décantation que la densité ou la forme du floc. Les techniques de contrôle du processus doivent donc cibler ce paramètre.
Les dosages optimaux de polymère et de microsable sont mieux identifiés avec la technique de microscopie qu’avec une analyse basée sur l’élimination de la turbidité, car il est possible avec la microscopie de différencier les rôles de la floculation et de la décantation.
A l’échelle du banc et à température ambiante, un temps de floculation de 1 min et une intensité de mélange de 165 s-1 ont été déterminés comme étant des conditions optimales lorsque le microsable est employé comme agent de lestage.
Le polymère biosourcé forme des flocs plus petits que le polymère de polyacrylamide et n’incorpore pas de manière significative les microsables de plus de 190 µm.
Un cisaillement inapproprié pendant la floculation est préjudiciable car il réduit la taille et la densité de l’agrégat en entraînant la désincorporation des microsables.
Les paramètres du floc évalués pourraient faciliter le dimensionnement et la conception des décanteurs basés sur la prédiction de la vitesse de décantation du floc et permettre également l’estimation de l’élimination des particules des unités de décantation existantes pour une charge de surface appliquée spécifique.
Figure 10 : Absence d’impact de la charge en matière en suspension sur l’eau clarifiée dans le cas de la clarification lestée au microsable (Actiflo®).
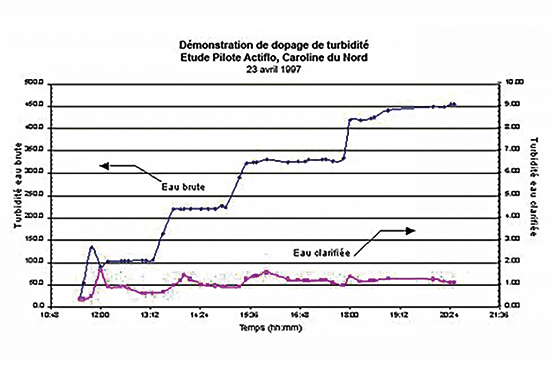
L’avantage de la floculation lestée par micro sable est qu’elle permet de produire de façon constante des eaux clarifiées de haute qualité sous une variété de conditions de traitement différentes. L’Actiflo® offre des performances et des conditions opérationnelles stables même avec des variations importantes de la qualité de l’eau brute et/ou avec des ressources en eau difficiles à traiter. Ces caractéristiques de performances font de ce procédé un excellent choix pour des installations qui vont être soumises à des pics significatifs de l’eau brute en termes de turbidité ou des changements saisonniers de la qualité de l’eau. Les résultats de tests en conditions extrêmes conduits à Salisbury (Caroline du Nord, USA) sont présentés ci-après figure 10.
Durant ces tests, la turbidité a été augmentée par des ajouts successifs de dopages de turbidité jusqu’à 450 NTU. Des dosages de réactifs chimiques ont été maintenus constants du début de cette augmentation jusqu’à ce que la turbidité de l’eau clarifiée augmente et se stabilise. Ces dosages ont ensuite été légèrement ajustés pour ramener la turbidité de l’eau clarifiée dans la norme visée. Durant ces essais, la turbidité de l’eau clarifiée a été maintenue entre 0,5 et 1,5 NTU. Un traitement stable était atteint après environ un temps de rétention hydraulique (15 minutes) d’ajustement. Ces performances font du procédé Actiflo® un candidat idéal pour les installations de traitement qui rencontrent des changements ponctuels de la qualité de l’eau brute. Cette expérience illustre la stabilité générale du procédé Actiflo® lorsqu’il rencontre des augmentations de turbidité de l’eau brute. Comme on peut le voir ci-dessous, les pics de turbidité induits dans l’eau brute n’ont donné que de faibles augmentations de la turbidité de l’eau clarifiée lorsque les dosages en réactifs chimiques n’étaient pas ajustés. De plus, les données montrent que de tels pics sont rapidement et efficacement corrigés par de légers ajustements du dosage de coagulant et de polymère.
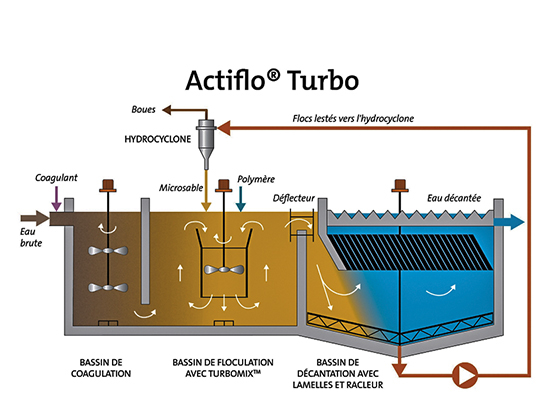
Figure 11 : Schéma de l’Actiflo Turbo.
Comparé à l’Actiflo® de première génération, la version actuellement mise en œuvre par OTV Veolia comme l’Actiflo® Turbo figure 11 est intéressante sur le plan énergétique. Grâce à la jupe qui entoure le mélangeur, l’énergie à mettre en œuvre pour obtenir cette qualité de mélange est de l’ordre du huitième de l’énergie nécessaire à une agitation en espace ouvert de type classique. Cette dernière (la jupe) permet de transformer tous les mouvements radiaux qui ne sont pas intéressants sur le plan du process en mouvements dans l’axe vertical, ce qui entraîne un bien meilleur rendement. De plus, la collerette en acier inox permet d’avoir des pertes de charge réduites au minimum. En réalité, si le principe du « draft tube » ou jupe en français est connu dans les applications de coagulation et floculation depuis longtemps, mais la crainte portait sur un risque de casse qui peut entraîner une qualité de traitement dégradée par cisaillement du floc. En fait, c’est l’inverse qui se produit. L’agitation est très puissante tout en étant douce. Il n’y a pas de mouvements intempestifs qui vont casser le floc. Tous les mouvements sont verticaux soit à la montée, soit à la descente. L’intérêt c’est qu’il est désormais possible de faire des flocs beaucoup plus gros, beaucoup plus rapidement. Or, qui dit flocs plus gros dit flocs lestés non pas avec deux ou trois grains de microsable (taille environ 100 µm) mais plutôt d'une dizaine, ce qui a pour effet de quasiment doubler les vitesses de décantation. Quand un floc est chargé de ce microsable il est tellement lesté que sa vitesse de décantation avoisine les 150 à 200 m/h. Il est ainsi possible de tendre, dans la zone de clarification, à des vitesses proches de 100 m/h à contre-courant (décantation).
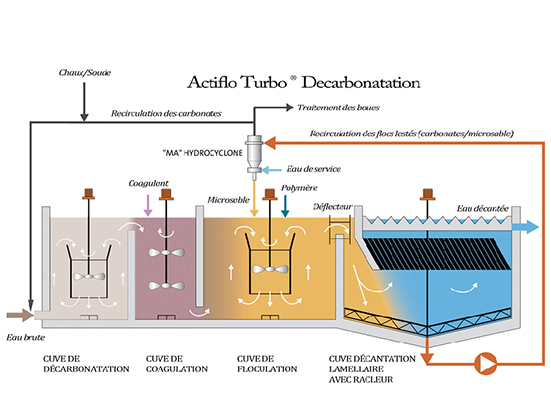
Le procédé Actiflo® Softening permet de traiter aussi bien la turbidité de l’eau brute que les carbonates. L’objectif de la décarbonatation est d’adoucir l’eau par précipitation du calcium et des carbonates sous forme de carbonate de calcium, ce qui se traduit également par une diminution de l’alcalinité et la dureté. Toutefois, la précipitation du Carbonate de calcium est possible lorsque l’indice de saturation (indice de Langelier) est positif. L’Actiflo® Softening permet de combiner au sein d’un même ouvrage, une clarification et une décarbonatation. Avec plus de 75 références, ce procédé bénéficie du savoir-faire Veolia en termes de décantation à grande vitesse (Actiflo®) associé à une grande maîtrise de la décarbonatation des eaux à travers les diverses techniques développées par Véolia. Ce procédé permet d’améliorer toute une série de paramètre physiques et chimiques tel que décrit ci-dessous :
Réduction des problématiques d’entartrage des réseaux ;
Diminution des dosages de chlore et des risques de reviviscence bactérienne dans les réseaux
Réduction des coûts de maintenances des organes de régulation de débit et des instruments de mesures de la qualité de l’eau distribuée ;
Élimination du manganèse et de nombreux éléments (Arsenic, silice, sélénium, métaux lourds etc...) ;
Diminution des pertes thermiques dans les échangeurs de chaleur ;
Réduction du risque de développement de légionelles dans les réseaux d’eau chaude ;
Élimination de certains micropolluants par effet de précipitation avec les carbonates ;
Piégeage de certains radionucléides en eau de forage.
Le procédé peut répondre rapidement à des changements de caractéristiques de l’eau brute (couleur, turbidité, température, matières en suspension (MES) et pH) sans compromettre significativement la qualité de l’eau décantée. De plus, des variations importantes du débit d’eau à traiter suite à une augmentation de la demande en eau de service à l’usine affectent peu la qualité de l’eau décantée. Le procédé peut fonctionner de manière continue ou de manière discontinue afin de répondre rapidement aux exigences de démarrage et aux changements de conditions d’exploitation permettant ainsi d’atteindre en moins de 30 minutes une qualité d’eau décantée adéquate. Dans le cas particulier des usines, l’alimentation en eau de service de qualité est à considérer selon plusieurs points de vue. L’enlèvement des matières en suspension, de la turbidité et de la couleur et surtout de la dureté, permet de réaliser des économies appréciables en plus d’augmenter la qualité des produits fabriqués. Certains auteurs suggèrent des valeurs de qualité d’eau de service requise en fonction des types de production. A titre indicatif et non exhaustif, différents problèmes associés à une mauvaise qualité des eaux de service peuvent être identifiés :
présence d’impuretés et coloration en papeterie ;
contamination bactériologique par la présence de matière en suspension
corrosion des échangeurs de chaleur ;
abrasion des pièces mécaniques ;
colmatage des toiles et de feutres des machines par les particules ou par la formation de dépôts de minéraux ;
usure prématurée des joints d’étanchéité ;
dépôts sur les cuviers de mélange ;
mauvaise dissolution de certains produits chimiques.
Pour ces raisons, il importe de fournir une eau de service de qualité exempte d’impuretés pouvant nuire à l’opération et au bon fonctionnement des équipements de l’usine et à la production de produits de qualité.
Conclusions
La floculation est le processus physique par lequel une agitation maîtrisée amène des particules, dont les charges électriques ont été chimiquement neutralisées au préalable (par coagulation), à entrer en collision et à s’agglomérer pour former des flocs pouvant être décantés, flottés ou filtrés. La floculation lestée implique l’injection d’un agent lestant pour augmenter la taille et la densité des flocs. L’agent lestant, ici le microsable, augmente la vitesse de décantation par rapport à la décantation conventionnelle et permet de traiter un débit 4 à 10 fois plus important que le procédé à lit de boue. Le mécanisme mis en jeu lors de la floculation lestée est expliqué par deux théories. D’une part, Borchate et al ont proposé que la surface spécifique élevée du microsable serve de « graine » pour la formation de flocs stables, avec la fixation du polymère et des colloïdes sur la surface du microsable. D’autre part, Young et Edwards ont proposé que le microsable soit incorporé uniformément dans la matrice des flocs. C’est-à-dire que les particules de microsable sont projetées dans le floc chimique par des forces d’inertie et se lient dans la matrice. Quel que soit le mécanisme d’incorporation, toutes les études ont confirmé que l’agent de lestage, ayant une masse supérieure à celle des micro-flocs formés, affecte la densité des flocs et augmente la vitesse de décantation. De plus, les flocs lestés sont plus résistants au cisaillement que les flocs non lestés car ces flocs sont plus ronds et ont des liaisons dans le floc plus étroites. Ainsi, la floculation lestée peut aussi piéger et forcer la décantation de particules difficilement décantables telles que les algues.
Étant donné l’utilisation de microsable qui favorise considérablement la formation et la cohésion des flocs et l’application de gradients de vitesse importants dans les bassins de mélange, les temps de coagulation et de maturation peuvent être considérablement réduits, et par le fait même, le volume des bassins de mélange et de floculation peut être diminué. De plus, dû à la présence du micro-sable, les vitesses hydrauliques ascensionnelles élevées (jusqu’à 100 m³/m²/h) permettent de concevoir des installations très compactes à des coûts de construction réduits.
Figure 12 : Schéma de l’Actiflo “Softening”.
Le procédé de décantation dynamique Actiflo® représente une des technologies les plus performantes actuellement disponibles sur le marché pour la production d’eau de service à partir des eaux de surface. En effet, ce procédé de traitement est très bien adapté aux variations de la qualité des eaux de surface observées durant l’année. Sa compacité et sa souplesse d’opération lui confèrent des caractéristiques toutes indiquées pour la modernisation d’ouvrages existants ou pour la construction de nouvelles usines de traitement d’eau de service dans les domaines industriels tel que l’énergie (appoint de Tour aéroréfrigérante), papeteries, agroalimentaires, mines et carrières etc… Fort de plus de 30 ans d’expérience et plus d’un millier de références de part le monde, le procédé de décantation lestée Actiflo® peut servir à d’autres applications dans l’industrie, en particulier pour traiter les eaux de procédé en circuit fermé ou agir comme traitement tertiaire à l’effluent des usines. D’une part, le procédé permet de traiter les eaux de procédé riches en matières en suspension et d’autre part, contribue à réduire la demande biologique en oxygène (DBO) et l’enlèvement du phosphore et des matières en suspension des effluents industriels avant leur rejet dans le milieu récepteur.
La démarche de Veolia est de proposer à ses clients des solutions d’ensemble les plus flexibles possibles, en recherchant autant que faire se peut les conditions de fonctionnement les plus optimales. Ainsi, chaque situation est examinée au cas par cas à partir des données d’eau à traiter et des objectifs à atteindre. Il n’y a pas de solution absolue, mais autant de cas particuliers que de projets auxquels Veolia est apte à répondre par le biais des procédés dont elle dispose. L’Actiflo® est une technologie désormais mature. L’Actiflo® Softening étant le petit dernier d’une longue liste d’innovations techniques dont on a pu voir que les champs d’applications sont nombreux et de toutes natures.
Cet article est réservé aux abonnés, pour lire l'article en entier abonnez vous ou achetez le