La variabilité des effluents, une problématique inévitable en industrie
28 février 2020Paru dans le N°429
à la page 39 ( mots)
Rédigé par : Patrick PHILIPON
Quelle que soit la branche industrielle, les effluents produits présentent des variations, pas toujours prévisibles, en termes de débit comme de charge. Aucune filière de traitement n’acceptant facilement ces épisodes, il faut mettre en place des systèmes de protection. Au-delà de l’inévitable bassin tampon, les fabricants de stations d’épuration se dirigent vers l’instrumentation et la conduite en temps réel des installations.
Contrairement aux eaux usées urbaines, dont le débit et la charge en polluants sont relativement constants, les effluents industriels se caractérisent parfois par de fortes variations de débit et de nature des pollutions. « Cela concerne toutes les branches industrielles. Les lavages, vidanges de process, changements de produit, arrêts pour incident de production interdisent d’avoir des effluents “lissés”. C’est un problème récurrent » explique ainsi Thomas Sichet, ingénieur technico-commercial chez le bureau d’études Antea.
La définition et le dimensionnement des filières de traitement des effluents doivent prendre en compte cette variabilité, d’autant que les autorisations de rejet dans le milieu ou dans le réseau collectif sont, elles, assorties de limites assez contraignantes.
Quelles variations ?
La première étape consiste évidemment à connaître le métier et la façon de travailler de chaque industriel, car il n’y a pas de solution universelle. Les variations concernent-elles plutôt le volume ou la concentration en polluants des effluents ? Les pics se produisent-ils plusieurs fois par jour, en fin de semaine, de façon aléatoire ? Tout dépend des branches industrielles concernées.
Pour lisser les variations de pH des rejets d’AB7 Industries (pharmacie), Antea a conçu une cuve d’homogénéisation de 35 m3, qui assure l’auto-neutralisation des effluents.
Dans le secteur de la papeterie, grand consommateur d’eau s’il en est, les variations proviennent essentiellement de problèmes de non-conformité d’un produit, qui entraîne l’arrêt et la vidange de la chaîne de production. « Des quantités énormes d’eaux blanches, très chargées en cellulose, arrivent alors d’un seul coup à la station d’épuration » souligne Samuel Pollet Sourzac, lui aussi ingénieur technico-commercial chez Antea.
En cosmétique ou pharmacie, des variations peuvent survenir lors de changements de production. La production, souvent en flux tendu, dépend en effet directement des flux de commandes, d’où une variabilité importante au cours de l’année. La fabrication d’émulsions, pâtes, crèmes, pommades ou solutions ne génère pas le même type d’effluents… « Dans ce secteur, on a plutôt affaire à des variations de charge plutôt que de débit, d’autant que la séquence des nettoyages en place (NEP) est très variable » souligne Maxime Pollet, directeur commercial chez le concepteur/constructeur de STEP industrielles Ovive.
« En agroalimentaire, la plus grande partie de l’eau rejetée provient du lavage des cuves. On a alors de fortes concentrations de matières organiques et de détergents dans un temps court, suivi de grand volume d’eau moins polluée » explique Samuel Pollet Sourzac chez Antea. Thomas Féron, directeur général délégué d’Hytec Industrie, société qui conçoit, réalise, maintient et exploite des STEP pour l’industrie, confirme : « en agroalimentaire, 90 % de la pollution se retrouve dans 10 % des effluents ». Directement dépendant du rythme des productions agricoles, le secteur vit également une variation à l’échelle saisonnière. La compote de pomme se fait en automne, par exemple… « La charge peut varier d’un facteur 5 à 10 selon la saison » affirme ainsi Stéphanie Dugenest, Ingénieur référent Eau et déchets chez Antea. « Les conserveries de légumes subissent une saisonnalité très marquée. Dans cette situation, on peut mettre en place un ouvrage principal de traitement des effluents, qui fonctionne toute l’année, accompagné d’un ouvrage secondaire pour « avaler » les surcharges saisonnières. Dans les conserveries, il s’agit souvent d’un réacteur biologique à forte charge (ou lit bactérien) placé en amont qui permettra de réduire les variations de charge à l’entrée du bassin biologique principal » ajoute Thomas Sichet. Laurent Moncho, responsable commercial France chez Waterleau, qui conçoit, fabrique et installe des solutions de traitement, cite également le cas d’une sucrerie qui produit pendant quatre mois par an, au moment de la récolte des betteraves, et utilise des lagunes pour égaliser les flux d’effluents, lesquels seront traités en dix mois. Waterleau y a installé son méthaniseur Biotim® UASB .
« Firmus peut, à partir d’études de faisabilité et de campagnes d’essais sur site pour étudier la variabilité des effluents, déterminer quelle est la meilleure technologie pour atteindre les normes de rejet ou pour envisager le récupération de produits spécifiques permettant leur réutilisation dans le process », précise Jean-Christophe Lasserre, son responsable technique.
Bref, autant de situations, autant de solutions de traitement possibles.
Plusieurs traiteurs d’eau intègrent une démarche de cartographie des flux de pollution permettant de cibler les techniques de traitement ou d’aménager les procédés industriels en amont. C’est le cas de Veolia et de Serep, sa filiale, de Suez, de Chemdoc Water, d’Aqseptence Group ou encore de Nereus. Chemdoc Water complète cette démarche par la modélisation de l’impact thermique et minéral sur les process lors des phases de pilotage de projets ReUSE (recyclage process). BWT fournit un service d’efficacité hydrique, qui réalise la cartographie hydrique et permet d’identifier les flux très chargés.
KMU Loft confirme que l’étude avant-projet est déterminante. Pour les gros volumes de concentrations peu variables, l'approche du fabricant consiste souvent à combiner la technologie membranaire avec la technologie thermique. « Les technologies membranaires produisent en revanche des sous-produits en quantité qui peuvent être reconcentrés par les évapo-concentrateurs, rappelle Jean-Lin Laurouaa, directeur Ventes et Etudes. Pour des volumes constants présentant des concentrations variables, les évapo-concentrateurs sont capables de s’adapter aux flux apportés par l’industriel, sans l’intervention de sa part. Pour autant, certains produits comme les acides organiques et les ammoniums ne peuvent pas être traités avec cette technologie ».
Le tri à la source : un idéal à favoriser
Qu’en disent les agences de l’eau, et surtout quels types d’investissements (études ou réalisations) préfèrent-elles financer ? Zinou Zeglil, de l’agence Seine Normandie (AESN) élargit la perspective. « On peut intervenir en aval de la station d’épuration, avec un bassin tampon lissant les rejets vers le réseau ou le milieu naturel, pour se conformer à l’arrêté préfectoral. On peut également jouer sur la manière de produire, et au pire arrêter une ligne de production, afin d’étaler les pics. La meilleure solution est cependant de séparer les effluents à la source, stocker les plus problématiques avant de les envoyer en centre de traitement spécialisé, et recycler ou traiter le reste ».
Pilote membranaire pour la réalisation d’essais sur les sites industriels.
Même son de cloche chez Antea. « Avant de chercher à améliorer le traitement des effluents, nous voulons comprendre ce qui se passe au niveau de la production, identifier l’origine des pics de pollution, qui proviennent parfois de mauvaises pratiques ou de dérives. Il s’agit de proposer des actions au niveau du procédé plutôt que partir sur des investissements lourds en traitement » explique ainsi Stéphanie Dugenest. « La réduction à la source est notre credo. Puis on adapte le traitement au type de fluctuation rencontré (débit ? charge ? fréquence ?) », souligne pour sa part Thomas Sichet.
Veolia Water STI a installé une batterie de bassins tampons recevant différents effluents de l’atelier de traitement de surface de Renault Somaca, à Casablanca (Maroc).
Le traitement des effluents industriels hors site est de plus en plus coûteux et impacte le bilan carbone, rappelle Jean-Luc Mangiacotti de Serpol. En conséquence, les industriels tentent de s’orienter sur des traitements on site afin de diminuer leurs coûts de gestion des eaux de process. « Cette solution, bien qu’intéressante, peut présenter parfois des inconvénients lorsque les charges polluantes sont variables dans le temps. Pour pallier cette contrainte, les bassins tampons peuvent être une solution mais pas que… En effet, un diagnostic des flux peut permettre de mettre en évidence des “gisements” à forte charge qui peuvent induire 50 à 80 % de la pollution à traiter ».
Partant de ce constat, plusieurs procédés peuvent être mis en œuvre sur site avec des techniques spécifiques adaptées à la pollution comme l’évapo-concentration sur les effluents “critiques” et une séparation membranaire associée ou non à une biologie pour les eaux moins concentrées.
Waterleau a installé un méthaniseur Biotim® UASB autopiloté pour traiter les effluents d’une sucrerie.
« Un procédé unique ne peut pas absorber toutes les variations en charge des effluents des traiteurs de surface, poursuit Ekaterina Shilova, présidente d’Ajelis. C'est pourquoi notre société a développé, sous forme de microfibres, des matériaux sorbants visant principalement les métaux lourds des effluents dans le domaine du traitement de surface. Nous préconisons une action combinée de matériaux granulaires usuels tels que les résines échangeuses d'ions avec ces matériaux microfibres Metalicapt® qui conservent les mêmes propriétés chimiques que les résines mais qui, du fait de leur dimensionnement micrométrique, absorbent beaucoup plus rapidement et efficacement. Appliqués en traitement de finition et activés lorsque cela est nécessaire, ils lissent les pics accidentels ou de surproduction ».
Thomas Féron, directeur général délégué d’Hytec Industrie, prend un exemple. « Dans une laiterie, il y a des NEP, des eaux de rinçage, des condensats d’évaporation. Sur certains sites, on peut avoir jusqu’à dix qualités de condensat différentes, et chacune avec une concentration différente. L’idéal est de mettre en place un tri à la source pour orienter les effluents vers des filières spécifiques en fonction de leur charge. Certains effluents d’évaporation peuvent être rejetés ou recyclés directement, d’autres demandent un traitement particulier ».
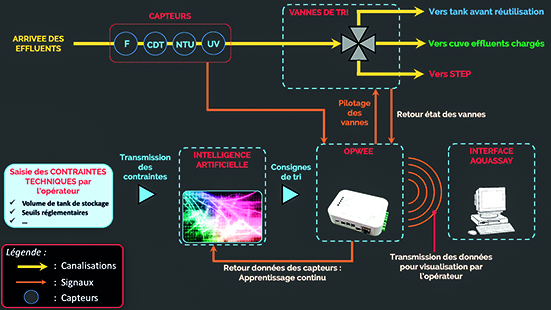
Aquassay développe un trieur d’effluents de nouvelle génération capable de gérer
les différentes phases d’un effluent selon leur intérêt pour l’industriel,
sans intervention de sa part.
Aquassay développe de son côté un trieur d’effluents de nouvelle génération dont la version la plus avancée est couplée à une analyse en temps réel et au système apprenant POWER OP de Dataswati. Il peut ainsi gérer les différentes phases d’un effluent selon leur intérêt pour l’industriel, sans intervention de sa part. L’application permet une gestion raisonnée des différents sous-effluents selon leur valorisation possible, leur traitement ou leur élimination sous forme de déchets liquides.
John Cockerill Proserpol travaille également sur des solutions permettant d’isoler les flux les plus concentrés pour les traiter à part.
Les constructeurs de stations d’épuration n’ont toutefois pas la même latitude que les bureaux d’étude pour “entrer dans l’usine” et doivent souvent se contenter de traiter l’effluent tel qu’il sort du procédé. Comme l’explique Sylvain Hermon, responsable procédés “eaux industrielles” chez Veolia Water STI : « tout dépend de la connaissance qu’a l’industriel de son usine. Quand un dossier nous arrive, il a réfléchi, ce qui dans l’idéal peut passer par le recours à un bureau d’étude établissant une cartographie des flux. Nous arrivons après cette première réflexion, confirmons (ou non) la possibilité de traiter les effluents et proposons une solution ».
Toutes les filières sont concernées
Quoi qu’il en soit, aucune technologie de retraitement, qu’elle soit physico-chimique, biologique, thermique ou à base de membranes, ne peut absorber toutes les variations de débit et/ou de charge des effluents industriels. « Toutes les technologies sont sensibles aux fortes variations de charge. Même un traitement thermique ne peut accepter de trop fortes variabilités car des acides organiques ou de l’ammonium peuvent stripper et poser problème pour les rejets » souligne Laurent Larcher, directeur commercial chez Hytec industrie.
Ovive intervient dans le processus de traitement complet des effluents.
« Si on veut mettre un traitement physico-chimique ou biologique classique, il faut vraiment une alimentation constante, et donc un bon bassin tampon. Si ce n’est pas possible, les techniques membranaires au sens large permettent de s’adapter à la charge » affirme pour sa part Maxime Pollet, d’Ovive.
La variabilité des effluents n’est cependant pas le critère principal de choix du traitement : il faut donc s’y adapter. Reste que les filières biologiques, plus sensibles à la charge qu’au volume, peuvent nécessiter des méthodes de lissage plus élaborées que le “simple” bassin tampon. Laurent Moncho, chez Waterleau, confirme cet état de fait. « Les traitements physico-chimiques s’adaptent assez facilement aux variations, c’est juste un problème de dosage de réactifs que l’on peut résoudre moyennant une analyse en ligne. En général, les traitements biologiques ont plus de mal : ils ont une inertie de principe et fonctionnent dans des plages restreintes. Une possibilité est de faire varier le niveau des effluents dans le bassin biologique pour absorber les variations de débit ».
Quelle que soit la branche industrielle, quel que soit le procédé de traitement des effluents, la première solution utilisée pour lisser les variations reste la solution tampon. Ici deux citernes souples de 2x150 m3 de Labaronne Citaf.
Cas particulier, les méthaniseurs sont encore plus susceptibles que les systèmes aérobies. « Si on ne veut pas installer des ouvrages de lissage de charge, on fera de l’aérobie “bête et méchante”. En règle générale, on essaie cependant de lisser la charge et mettre la filière la plus appropriée à la nature des effluents » explique Sylvain Hermon, Veolia Water STI . C’est ainsi que Waterleau a “protégé” un de ses méthaniseurs Biotim® UASB , fonctionnant dans une laiterie. « Nous avons installé en amont un système séparateur de graisses et MES : la technologie DAF (Dissolved Air Flotation) fabriqué par Krofta, une usine de notre groupe. Ces graisses et MES sont hydrolysées dans un réacteur spécifique puis envoyées régulièrement vers le méthaniseur, grâce à un tamponnage d’une capacité de 3 à 5 jours » explique Laurent Moncho.
Certains constructeurs proposent toutefois des systèmes biologiques “améliorés”, plus aptes à supporter les variations que les traditionnels bassins. Ainsi d’Hytec Industrie. « Nous proposons un système par biomasse fixée immergée qui est bien adapté à l'industrie et supporte un peu mieux les variations de charge que les autres traitements biologiques. En plus il est évolutif : on peut rajouter des réacteurs selon la production. Même en cas d’ “accident” (envoi d’effluent trop concentré), on peut perdre un peu de biomasse mais pas l’ensemble du système » explique Thomas Féron. Plusieurs centres de traitement des déchets industriels liquides ont adopté ce type de solution, à l’instar de Serep au Havre. Actibio propose également un réacteur biologique à biomasse fixée immergée capable de traiter de 5 à 200 m³/j et jusqu’a 10 kg DCO/m³/jour.
Pour sa part, Ovive propose Biomembrat®, un réacteur biologique couplé à une membrane qui permet de faire varier la concentration en bactéries, donc la capacité de traitement. « On peut ainsi monter de 5 à 10 g/l une partie de l’année, donc accepter des variations. Chez certains industriels, par exemple, dont les usines s'arrêtent le week-end, nous tamponnons directement dans les cuves du réacteur biologique car la séparation membranaire le permet » détaille Maxime Pollet.
Le bassin tampon, une solution quasi universelle
Quelle que soit la branche industrielle, quel que soit le procédé de traitement des effluents, la première solution utilisée pour lisser les variations reste le bassin tampon. « Dans 80 % cas en industrie, la gestion des variations se fait avec un bassin tampon placé en amont de la station d’épuration, sauf si l’effluent est fermentescible comme par exemple en abattoir » affirme ainsi Thomas Sichet, d’Antea. Maxime Pollet, d’Ovive, confirme : « le bassin tampon est l’élément clé pour faire face aux variations ponctuelles. S’il est présent, on peut utiliser derrière tous les types de traitement ». Zinou Zeglil, de l’AESN, est plus réservé. « Le bassin tampon ne représente pas un vrai abattement pour nous. Nous préférons séparer à la source plutôt qu’adopter des solutions curatives mais, si ce n’est pas possible, nous finançons un bassin tampon » explique-t-il.
La dimension parfois importante d’un tel bassin peut toutefois poser des problèmes d’implantation sur des sites un peu “à l’étroit”. En effet, pour assurer un bon fonctionnement de la station d’épuration, le bassin doit pouvoir contenir de 8 à 24 heures (voire 36) de production d’effluents. « En agroalimentaire, le flux de pollution arrive souvent en fin de semaine, quand on fait les NEP, qu’on vide les cuves avant le week-end. On ne peut pas envoyer au traitement biologique en une journée la charge organique correspondant à une semaine de production. Le stockage tampon doit donc pouvoir absorber l’ensemble de ces effluents pour les renvoyer de façon de façon régulière tout au long de la semaine suivante » explique Thomas Féron, chez Hytec Industrie. « Nous observons que ces bassins sont souvent sous-dimensionnés. On oublie qu’un tampon a deux fonctions : d’une part le lissage des charges et d’autre part le stockage d’urgence s’il faut pallier 2-3 jours d’arrêt de l’installation de traitement. Cette deuxième utilisation impliquerait qu’il soit tout le temps vide. Or le lissage, lui, demande de travailler à niveau. Si on veut combiner les deux utilisations possibles, il faut quasiment doubler le volume. C’est un poste sur lequel il ne faut pas lésiner » affirme Maxime Pollet chez Ovive.
Parfois un seul aspect de l’effluent varie, et nécessite un tampon particulier. Antea a ainsi étudié et mis en place une unité destinée à traiter la variabilité du pH – entre 1 et 12 alors que les rejets sont autorisés uniquement entre 5,5 et 9,5 – des effluents de la société pharmaceutique AB7 (Deyme, Haute-Garonne). La solution, “toute simple”, a consisté en une cuve d’homogénéisation de 35 m³, destinée à lisser les pics acides et basiques par auto-neutralisation, économisant ainsi les réactifs de neutralisation (acide sulfurique et soude en l’occurrence). Dans certains cas, comme en papeterie, il est nécessaire d’installer deux bassins tampons, l’un pour éponger les grands volumes, l’autre recueillant les effluents les plus chargés.
Le bassin “calamité” : un plus
Certains traiteurs d’eau proposent de plus en plus souvent un autre type de bassin tampon, dit “de calamité” ou “évènementiel”. En général plus petit que le tampon habituel (il a une capacité correspondant à quelques heures de production), il permet d’éponger les accidents entraînant une forte pollution, donc plutôt les variations de charge que de volume. « Pour répondre aux incidents de production, en plus du bassin tampon, on installe un bassin qui ne servira que de temps en temps pour accepter ces variations inopinées » explique Thomas Sichet, chez Antea.
« Cela se fait de plus en plus si on dispose de la place nécessaire. On le voit par exemple dans l’industrie automobile : si on perd une caisse, il faut vider une cuve pour la récupérer, donc avoir un stockage conséquent libre pour ne pas perdre le bain. Il peut aussi servir à stocker un effluent non conforme en sortie d’installation pour pouvoir le retraiter » affirme pour sa part Thomas Féron, chez Hytec Industrie. « C’est une solution que nous proposons de plus en plus aux clients » affirme Sylvain Hermon, de Veolia Water STI. « En fait, on reproduit avec ces bassins “calamité” ce qu’on peut voir en traitement de surface avec les tampons concentrés. Cela permet de stocker un effluent très chargé qu’on va instiller petit à petit les jours suivants. Il faut évidemment qu’il soit vide : on ne le remplit qu’occasionnellement, pour ne pas mettre en péril le tampon classique et la filière de traitement » ajoute-t-il. Un aspect positif de ce bassin : il peut aussi stocker des effluents concentrés pour passer le week-end, par exemple afin d’alimenter un méthaniseur alors que l’usine est à l'arrêt. « On y arrive de plus en plus, en particulier avec une instrumentation automatique. Les clients commencent à comprendre que ce stockage amont est intéressant » précise Sylvain Hermon.
Waterleau propose également ce type de solution. « On installe des sondes en ligne qui mesurent la DCO ou le COT en amont du bassin d’égalisation. On ajoute souvent un bassin de calamité pour les eaux hors limite (température, pH, COT, DCO... selon industrie). Cela arrive lorsqu’on a beaucoup de rinçages avec des produits acides ou caustiques. On peut alors dévier les pics vers le bassin calamité. De même pour les DCO très élevées, par exemple en brasserie lorsque de la bière ou de la levure passent accidentellement dans l’effluent » explique Laurent Moncho chez Waterleau.
Instrumentation et suivi en ligne : on y vient
Peut-on imaginer d’instrumenter les flux d’effluents pour détecter en temps réel les variations de charge, et réagir en conséquence ? « Nous travaillons actuellement sur des procédés de ce type là. Quelques techniques existent aujourd’hui mais ce n’est pas généralisé. Cela fait partie de l’approche de demain, notamment si l’on s’inscrit dans une logique de recyclage. Il faudra alors développer des outils de tri en ligne des effluents pour les orienter vers bonne filière » répond Thomas Feron, chez Hytec Industrie.
« Lorsque tous les effluents sont mélangés dans un seul flux, nous installons souvent de l’instrumentation en tête, même avant le bassin tampon, pour dévier en direct certains effluents. Cela se fait de deux manières. Soit on les dévie pour toxicité aiguë (pic de DCO, azote ou autre, soit on prend en compte la moyenne atteinte dans la journée. On estime que le tampon a reçu ce qu’il fallait, ce qui peut être traité le lendemain – pour schématiser : sur 18 heures, on a reçu ce qu’on estime pouvoir traiter en 24 h. Le reste doit être écarté. Dans les deux cas, on va vers un bassin “calamité” qui sera vidangé petit à petit durant jours suivants » affirme pour sa part Sylvain Hermon, chez Veolia Water STI. « Ce n’est pas courant mais se fait de plus en plus. On peut par exemple mettre un COT mètre sur la canalisation de sortie de procédé et, au dessus d’un seuil déterminé, envoyer l’effluent vers une cuve dédiée qui part en externalisation. Avec la méthanisation, des effluents concentrés deviennent valorisables, il devient intéressant de les détecter et les envoyer vers le méthaniseur, ou en substrat carboné pour un traitement d’azote, par exemple » confirme Maxime Pollet, chez Ovive.
Waterleau propose pour cela une solution “intelligente”, le SmartLab®. « Sur une digestion, on va mesurer la production biogaz, les AGV (acides gras volatils) avec des analyseurs en ligne. Avec SmartLab®, on peut analyser des données de façon “intelligente”, régler automatiquement le débit alimentation, et même “autopiloter” le méthaniseur grâce à des algorithmes installés dans le Cloud » explique Laurent Moncho. Un tel système a récemment été installé sur le site d’une société productrice de levure, pour piloter le méthaniseur Biotim®UASB de Waterleau.
Unité de séparation membranaire
de Serpol
Pour suivre en temps réel la variation des qualités d’eau, BWT a développé avec Aquassay la solution de monitoring BWT Bluwell. Une vingtaine de paramètres peuvent être collectés, analysés puis restitués dans une interface graphique accessible via smartphone, tablette ou PC, sous forme d’alertes et de rapports détaillés. Cette solution est particulièrement adaptée aux eaux de rejets des industries agroalimentaires, chimiques et papetières que BWT accompagne sur des projets standards ou sur mesure.
Cet article est réservé aux abonnés, pour lire l'article en entier abonnez vous ou achetez le