Réutilisation des effluents industriels : ce n'est pas la technologie qui bloque...
31 mars 2021Paru dans le N°440
à la page 43 ( mots)
Rédigé par : Patrick PHILIPON
La réutilisation des effluents industriels traités fait son chemin… surtout hors de France. Les technologies sont disponibles, le reste est question de contexte réglementaire et/ou économique. Voire de vision.
Récupérer et traiter les effluents industriels pour réinjecter l’eau dans le process, ou au moins la réutiliser d’une manière ou d’une autre… L’idée est séduisante, les technologies nécessaires existent mais la demande suit-elle ? La plupart des acteurs soulignent une forte progression dans le monde ou en Europe du Sud, notamment en Espagne où les contraintes de stress hydriques sont historiques. Reste qu'en France l’évolution est plus lente. La réutilisation de l’eau usée se heurte encore dans ce pays à certains obstacles réglementaires et à la force des habitudes. L’importante disponibilité en eau - bien que des tensions se fassent aujourd’hui sentir sur les usages - n’incite pas non plus aux économies. « Les industriels sont très demandeurs dans le Nord de l’Europe mais encore peu en France. La question du recyclage surgit surtout lorsque la DREAL veut limiter le prélèvement dans le milieu », explique Laurent Moncho, responsable commercial France de Waterleau. Il existe toutefois une autre source de motivation : la stratégie environnementale de certains grands groupes. Dans le cadre de leur RSE, ou pour des raisons d’image, ils comparent les performances de leurs différents sites, ce qui incite les responsables d’usine à penser au recyclage.
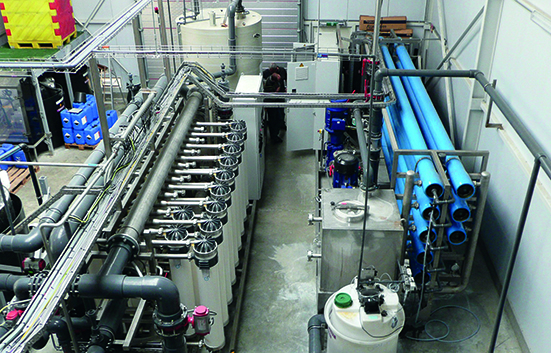
Pour traiter les effluents de STEP de Kervalis, très chargés en matière organique, BWT a installé dans un conteneur une unité d’ultrafiltration suivie d’une désinfection par UV et d'un adoucissement.
« Un grand nombre d'industriels français ont reçu une lettre leur demandant une réduction de 30 % du prélèvement d'eau, dans le cadre des arrêtés individuels adressés aux ICPE, tempère Salvador Perez, directeur Chemdoc. La contrepartie est l'ouverture aux possibilités de recyclage/reuse, y compris pour des applications historiquement sensibles comme l'agro-alimentaire, avec des aides spécifiques des agences de l'eau. Certes ces incitations sont la résultante des objectifs environnementaux européens (dont ODD) mais c'est surtout une réalité souvent tangible de stress hydrique mettant en danger la pérennité des installations industrielles. Pour éviter de manquer d'eau dans cinq ans, c'est maintenant qu'il faut investir et améliorer la résilience de l'industrie au changement climatique ».
En réponse aux textes européens qui définissent le reuse comme la réutilisation des eaux usées pour des usages non nécessairement identiques à ceux d'origine, et le recyclage pour le traitement d'eau en boucle courte sur une même application, il existe classiquement deux grandes voies de réutilisation. D’une part les “boucles courtes” de traitement et recirculation d’eau à l’intérieur même de la chaîne de production. Cela permet de traiter des flux bien caractérisés et les rediriger précisément. Aquaprox I-Tech a par exemple déjà mis en place une cinquantaine d'installations de recyclage des eaux d'atelier de traitement de surface atteignant des qualités permettant leur réutilisation dans les rinçages les plus exigeants. La “boucle longue”, pour sa part, consiste à récupérer et traiter en sortie de STEP les effluents issus de l’ensemble de l’usine, pour une réutilisation en général dans les “utilités” du site (chauffage, refroidissement, nettoyage, eau pour incendies, etc.). Et ce même si, comme le soulignent de nombreux acteurs, des technologies parfaitement opérationnelles permettent d’ores et déjà de réutiliser les eaux usées en tête de process. « La réutilisation des eaux usées traitées ne pose aucun problème dans d’autres pays que la France. BioMicrobics a par exemple conçu une solution en sortie de STEP pour ré-alimenter un site de l’université de Miami, que ce soit pour les douches ou l’eau de boisson » affirme ainsi Romain Salza, co-créateur d’Acqua®. ecologie, une société spécialisée dans le traitement et la réutilisation sur site qui exploite depuis deux ans en France les technologies du groupe américain BioMicrobics et de sa filiale Scienco/Fast.
Polymem fabrique et commercialise les cassettes IMMEM à membranes Neophil® supportées pour la réalisation de bioréacteurs à membranes (BRM). L’eau traitée et ici produite par aspiration au travers des membranes immergées.
« Le cadre réglementaire français, très strict, constitue un frein indéniable pour l’utilisation des solutions de réutilisation » estime Dimitri Monot, responsable de l’activité Reuse chez BWT. Ce que confirme Laurent Moncho : « la France est un peu à la traîne et les contraintes réglementaires, en particulier pour l’eau destinée à la consommation humaine (EDCH), bloquent des projets dans l’industrie agro-alimentaire. Nous avons pourtant des solutions que nous mettons en œuvre ailleurs en Europe, notamment en Belgique ». Isabelle Duchemin, de Polymem, fait le même constat : « la réutilisation dans le process progresse pour des secteurs comme la métallurgie ou la pétrochimie, mais l’agroalimentaire ne le fait pas et recycle exclusivement vers les utilités ».
« Les choses évoluent très vite depuis deux ans, nuance Salavdor Perez. Nous travaillons sur plusieurs sujets de recyclage et reuse en industrie alimentaire avec une autorisation administrative pour un usage alimentaire. Par exemple, la réutilisation d'eaux usées de sortie de station pour le lavage de légumes en conserverie en Bretagne ou le recyclage des eaux de lavage (NEP) en usine de boissons sucrées. Ces applications se font dans le cadre des amendements d'arrêté d'exploitation ou d'expérimentation couverte par le dispositif France Expérimentation qui déverrouille les freins administratifs et réglementaires dans un cadre défini et contrôlé ».
Quoi qu’il en soit, tout est techniquement possible. « Le choix de la technologie dépend de la qualité de l’eau à traiter et de l’objectif de réutilisation. Pour une qualité “cible” moyenne, disons les utilités, un système de clarification/filtration/ultrafiltration peut suffire. Pour une plus haute qualité, il faudra des étapes additionnelles d’osmose voire d’électrodéionisation. La nature de la pollution orientera vers un pré-traitement biologique ou un procédé physico-chimique » explique ainsi Santiago Parent, responsable marketing chez Veolia.
Pour les usines ZLD, comme ce site minier, Veolia sollicite sa filiale Evaled qui a réalisé cet équipement d’évaporation et récupération
des concentrats.
« Chez Chemdoc, nous construisons des solutions basées sur des membranes céramique et organique avec un complément d'électrochimie. Les objectifs de recyclage ou reuse inluent systématiquement une approche salinité qui peut nous amener à déminéraliser initialement l'eau par EDI ou résines échangeuses d’ions en étape finale. Nous avons appliqué cette logique pour produire de l'eau déminéralisée pour vapeur haute pression dans des applications ZLD de récupération de purge de chaudière en UIOM et dans des applications de récupération d'eau de fumée de combustion en centrale biomasse avec de très bons résultats », détaille Salvador Perez.
Boucles courtes : recycler dans le process
Le traitement des effluents d’un atelier pour les diriger vers un autre ne pose en général pas de problème réglementaire. « Cela a également l’avantage de permettre une politique de petits pas : on peut proposer à un client des solutions pour des boucles partielles, plutôt qu’un traitement global en sortie, plus coûteux et pas forcément plus pertinent » avance Santiago Parent. Veolia intervient par exemple dans des laiteries pour récupérer l’ “eau de vache” (cow water). Lors de la production de lait en poudre, toute l’eau du lait - soit la quasi-totalité en volume - est classiquement perdue. « Nous proposons des technologies membranaires développées spécialement pour cette application » souligne Santiago Parent. Dans le même esprit, Veolia a été approché par un fabricant de chips. « Il y a de l’eau dans la pomme de terre elle-même. Lorsque ce client plonge les tranches dans l’huile de friture, cette eau est vaporisée. Il veut la récupérer » rapporte Santiago Parent.
Chemdoc privilégie prioritairement les boucles courtes. « Elles présentent l'avantage de ne pas encore concerné un "déchet" traité mais surtout elles concentrent généralement une seule problématique (sucres, sels, solides…) pour une seule application, ce qui simplifie la problématique. Les conjonctions des problématiques limitent la performance globale. Par exemple le mélange de sucre avec des sels va imposer des limites de séparation par le jeu des pressions osmotiques et même éventuellement rendre un traitement non viable ».
Intervenant sur le même domaine, BWT a adopté une démarche expérimentale pour prendre en compte l’extrême variabilité des effluents à traiter. La firme a développé un conteneur modulaire où peuvent s’installer différentes techniques, pour réaliser des études pilote sur site avant le choix définitif.
A Farm Frites, en Belgique, Waterleau a installé sa solution Bommerang® de réutilisation des eaux usées, combinant ultrafiltration, osmose inverse et désinfection. Les eaux ainsi traitées servent au lavage initial des pommes de terre.
« L'étape des essais pilote est indispensable, en l'absence de modèles fiables et face à l'infini variété de situations, confirme Salvador Perez. Nous disposons de plusieurs conteneurs pour conduire des essais sur site à échelle et délivrer des résultats d'étude qui précisent les conditions de faisabilité, les dimensionnements, coûts d'investissement et d'exploitation ». Ces pilotes sont adaptés pour inclure des étapes de précipitation, de séparation membranaire de toutes technologies, et de techniques de déminéralisation sélective ou totale. « En complément des essais, Chemdoc a développé une méthode de prévision des effets de boucle de concentration liées au recyclage. Le circuit est fermé, il y a des effets sur la qualité d'eau avec des concentration de certaines espèces indésirables. La salinité est quasi systématiquement oubliée dans les études avec des cas spectaculaires d'échecs par oubli du fait que ce que l'on teste, n'est pas conforme à la situation future avec un bouclage. Nous avons développé une modélisation des boucles établies dans l'usine pour prédire ces effets et les prendre en compte dans les essais et projections ».
Cette démarche est aussi développée chez Aquaprox I-Tech, KWI avec sa société sœur ItN Nanovation, Ovive ou encore chez Salher, qui est historiquement positionnée sur l’industrie laitière. En complément d’essais laboratoires préalablement menés lors de phase d’audit, des pilotes composés d’une batterie de membranes ont pour objectif de réaliser des essais dans une très large gamme de configuration possible en fonction des applications visées. Selon les besoins, le conteneur peut ainsi abriter des technologies membranaires (ultrafiltration, osmose inverse, etc.), des filtres (charbon actif, résine, sable), des unités de désinfection… « Nous installons notre pilote “Plug & Reuse” pendant 2 ou 3 mois pour valider la qualité des eaux produites. Cela permet de lever les freins réglementaires et donne à l’industriel une bonne vision des futurs capex et opex de la solution définitive » précise Dimitri Monot.
BWT est très actif auprès de l’industrie sucrière et des distilleries, dont les process sont centrés autour de gros évapo-concentrateurs. Les industriels récupèrent le distillat et, en général, rejettent le condensat. « Nous avons beaucoup travaillé pour développer un procédé capable de traiter ce condensat et le recycler dans le process. Leur problématique : outre les classiques bactéries et DCO, il leur faut éliminer des molécules plus petites perturbant la fermentation. Nous avons installé plusieurs de ces solutions, basées sur l’osmose inverse » affirme Dimitri Monot.
Waterleau intervient également beaucoup auprès de l’industrie agroalimentaire. « Dans ce secteur, étant donné les exigences de potabilité pour la réutilisation en tête, la plupart des projets concernent de la réutilisation d’eau pour les utilités. C’est le plus facile et cela représente déjà des gains significatifs en termes de consommation globale d’eau : de 30 à 50 % selon les cas » affirme Philippe Schnongs, ingénieur procédés chez Waterleau. Dans son panel de pilotes industriels, Aquaprox I-Tech dispose aussi de modules d'ozonation permettant l'oxydation préalable de molécules indésirables ou difficilement biodégradables. Au-delà des utilités, il reste à trouver des ressources pour l’eau potable ou l’eau ingrédient, ce qui peut représenter de 20 à 30 % de la consommation d’une usine dans ce secteur. « On perçoit un frémissement en France : des industriels de l'agro-alimentaire sont en discussion avec les ARS pour utiliser de l’eau recyclée pour effectuer, par exemple, un premier rinçage d'installation. La pollution est alors bien caractérisée » affirme Laurent Moncho.
Actibio développe une forte expérience dans le traitement et le recyclage des effluents industriels. La société d’ingénierie réalise des installations zéro rejet permettant de recycler jusqu'à 95 % des eaux.
Acqua®. ecologie promeut en particulier le Biobarrier®, un bioréacteur à membrane d'ultrafiltration immergée qui élimine plus de 99 % des polluants (DBO-DCO, MES, bactéries, etc.). En termes de réutilisation, Acqua®. ecologie se concentre sur des industries comme la brasserie ou la viticulture. « Ces acteurs ont des effluents très chargés en matière organique, où notre système Biobarrier® apporte une vraie différence. Pour les autres secteurs, comme la métallurgie, nos solutions ne sont pas meilleures que le reste du marché » reconnaît Romain Salza. Acqua®. ecologie a par exemple installé un réacteur Biobarrier® pour traiter les eaux de vendange et effluents de cave d'un viticulteur. « Il réutilise l’eau traitée pour l’arrosage ou pour abreuver ses animaux » précise Romain Salza. Ces mêmes viticulteurs (surtout en bio) ont aussi des effluents qui contiennent du cuivre provenant de la bouillie bordelaise qu’ils utilisent pour lutter contre le mildiou. Le lavage des locaux de préparation et des engins de pulvérisation de cette bouillie bordelaise génère des eaux chargées en cuivre impropre à d’autres utilisations que celle de cette préparation antifongique. La société Ajelis, qui est engagée dans une réflexion avec le cluster Innovin de Bordeaux, avance des solutions de traitement de ces eaux par cartouche de filtration ou par nappe de protection.
« Un cimentier nous a également approché, poursuit Romain Salza. Il compte installer un BioBarrier® (après décantation et séparation des huiles et sédiments via notre solution BioSTORM®) pour traiter ses effluents et les réutiliser pour le lavage de ses véhicules. Nous travaillons aussi avec les laveries et blanchisseries afin de recycler les eaux de lavages et retenir les microparticules de plastiques ».
Autre champ d’intervention d’Acqua®.ecologie : la réutilisation des eaux des tours aéroréfrigérantes (TAR), ce qui suppose une désinfection, en particulier pour éliminer les éventuelles légionelles. La firme propose deux solutions. La première est une chloration avec un système fabriquant le chlore sur site à partir de saumure. « Notre système fonctionne en multipass, c’est-à-dire que la saumure circule plusieurs fois devant la cellule d’électrolyse. Nous consommons ainsi de 50 à 80 fois moins d’énergie que les systèmes classiques, et notre cellule peut fonctionner en continu pendant 5 ans sans remplacement » affirme Romain Salza. La deuxième solution, appelée Danolyte®, repose sur un générateur d'acide hypochloreux. Ce dernier, un désinfectant de niveau hospitalier cent fois plus efficace que l'eau de Javel, a l'avantage de ne pas générer de chloramines. Il est compatible avec les surfaces en contact alimentaire comme avec l’abreuvement du bétail. « Nous l’utilisons aussi en sortie de STEP pour la réutilisation de l’eau, par exemple en Afrique du Sud. En France, nous allons installer un système Danolyte® en sortie de STEP d'un gros élevage caprin et de centres équestres, pour une réutilisation sur place de l'eau traitée » indique Romain Salza.
En termes d'applications concrètes et innovantes, Chemdoc se positionne en société pionnière pour la réutilisation des eaux industrielles avec sa gamme de solutions R-Oasys et Regecycle. Parmi les applications emblématiques : le recyclage des saumures de régénération d'adoucisseurs, les concentrats d'osmose et rejets adoucisseurs avec un rendement hydraulique > 99 % en UIOM et toujours > 90 %, ou encore la récupération des matières valorisables et d'eau (par exemple sucres) pour la valorisation en méthanisation ou phosphate d'ammonium comme engrais.
De son côté, Dupont Water Solutions avance la membrane FilmTec™ Fortilife™ CR100 qui est basée sur l’une des technologies de résistance à l’encrassement les plus avancées de l’industrie. Grâce à sa technologie antifouling avancée, la solution facilite particulièrement les procédures de nettoyage en place (NEP) des équipements dont les contraintes hygiéniques sont notamment sévères dans les filières comme la boisson, les laiteries/fromageries ou encore les produits infantiles pour ne citer qu’elles.
En Belgique, Aquaprox Aaqua a réalisé sa première unité de recyclage des eaux en 2015 dans un abattoir de bovins. 70% de cette eau recyclée est utilisée comme eau potable pour l’abattoir. Aquaprox Aaqua brasse une bière avec l’eau recyclée de cette installation. Cette bière a été baptisée « Toreau », une combinaison de « Toro » (taureau en espagnol) et « Eau », en référence à l’eau recyclée utilisée comme ingrédient principal de la bière.
Également dans le traitement des eaux usées de l’usine d’Arcelor Mittal à Vanderbijlpark en Afrique du Sud, les membranes FilmTec™ Fortilife™ CR100 ont prouvé leurs avantages. Elles ont permis d’obtenir des taux de récupération élevés et de réduire les fréquences de nettoyage, avec des économies réalisées équivalent à 160$/membrane/an.
Polymem propose toujours ses solutions à base de membrane Neophil® et de modules Gigamem®. Elles ont par exemple été installées dans l'usine luxembourgeoise de Circuit Foil, un producteur de fines plaques de cuivre pour la microélectronique. L'eau de trempage des plaques, chargée en métaux et autres petites molécules dissoutes (dont de l’antimoine), est traitée en sortie de process et ré-utilisée pour la même chose. « Ils avaient déjà une boucle de recirculation à base d’osmose inverse mais se heurtaient à des problèmes de colmatage. La température de leurs bains (35-37 °C) est en effet idéale pour la croissance bactérienne… Nous sommes donc venus compléter l’installation avec une ultrafiltration en amont de l’osmose. Un pilote a été installé pendant quelques mois en 2014 et l’installation définitive - deux modules Gigamem UF 240 - a démarré en 2015. Les membranes originelles ont depuis été remplacées par des Neophil® offrant une hydrophilie durable et plus élevée ainsi qu’une rétention durable des microorganismes » se souvient Isabelle Duchemin. Circuit Foil, qui a décidé de doubler sa capacité de traitement début 2021, a de nouveau fait appel à Polymem. « Leur site est déjà tellement encombré que la nouvelle unité de traitement est installée dans un conteneur » précise Isabelle Duchemin.
En 2020, le pétrochimiste italien ENI a également utilisé des membranes Polymem, cette fois-ci mises en œuvre par l’équipementier Idroservice. Il s’agit de récupérer les effluents de la raffinerie de Massafra pour les réutiliser sur le site. « Leur principal problème est d’éliminer le bore, ce qui nécessite une osmose inverse. Craignant des problèmes de colmatage, ils ont choisi un prétraitement par ultrafiltration. Au total, ils ont installé trois unités Gigamem UF 80G, suivies d’une osmose en double passe. Le tout a démarré fin 2020 » rapporte Isabelle Duchemin.
La réutilisation des effluents de STEP
On a là affaire au résultat du traitement final des effluents du site, tous flux confondus. Un mélange difficile à caractériser et traiter et dont la réutilisation se heurte, tout au moins en France, à de sérieux obstacles réglementaires et psychologiques. Il n’empêche que les techniques sont là. BWT intervient dans ce domaine, par exemple auprès de Kervalis Armor (Trémorel, Côtes d’Armor). Cette société spécialisée dans la valorisation des sous-produits animaux issus des abattoirs du Grand Ouest produit des effluents chargés en matière organique, même après passage par la STEP du site. Voulant augmenter sa production, elle a récemment fait appel à BWT pour traiter ses effluents que la STEP municipale ne pouvait plus absorber. BWT a installé une solution comprenant une ultrafiltration, une désinfection par UV et un adoucissement (par des adoucisseurs). « Il s’agissait d’apporter des eaux acceptables pour la réutilisation sur les utilités du site (désodorisation, lavage, refroidissement), sans tartre et sans risque infectieux pour les employés » affirme Dimitri Monot. Pour des raisons d’encombrement du site, BWT a installé l’ensemble dans un conteneur de 20 pieds qui recycle 50 m³ d’effluents par jour.
Cohin Environnement réalise des essais pilotes sur effluents industriels avec filière de traitement suivante : dépotage effluent dans fosse tampon/
écrémage et déshuilage/ neutralisation et préparation effluent/ traitement par électrocoagulation/ séparation par flottation/traitement de finition sur charbon actif.
Waterleau a pour sa part déjà franchi la barrière réglementaire… hors de France. Ainsi pour une société belge produisant des frites surgelées. Le lavage des pommes de terre arrivant à l’usine se fait avec des eaux recyclées provenant du traitement des effluents de la STEP. « L’installation comprend une osmose inverse puis une désinfection de précaution » précise Philippe Schnongs. En sortie de STEP, Waterleau propose en général sa solution Boomerang®, qui comprend une ultrafiltration supprimant les MS, les colloïdes et une bonne part des bactéries et virus, suivie d’une osmose inverse se chargeant du reste. « En fonction des besoins, nous proposons une osmose “standard” ou notre technologie propriétaire qui donne des rendement plus élevés » explique Philippe Schnongs. Vient ensuite une désinfection par UV ou chloration. Hormis les membranes elles-mêmes, Waterleau construit ses solutions de A à Z dans ses ateliers (un en Belgique pour l’Europe et un aux États-Unis). « Un des grands enjeux des systèmes associant ultrafiltration et osmose inverse est de synchroniser deux machines ayant des modes de fonctionnement très différents. C’est un de nos savoir-faire, et nous avons développé un automate pour cela. Le résultat est transparent pour le client » affirme Laurent Moncho. Outre la friterie, Waterleau est intervenu dans l’industrie laitière et les brasseries. « Ces secteurs génèrent des effluents très chargés en matières organiques, ce qui expose les membranes à un risque d’encrassement. Nous savons concevoir des solutions membranaires permettant malgré cela de produire de l’eau en continu » affirme Philippe Schnongs.
Unité pilote membranaire et EDI développée par CHEMDOC pour la production d'eau déminéralisée ultrapure à partir de rejets chimiques industriels.
Chemdoc a mis en place un système de production d'eau déminéralisée en collaboration avec Kurita pour le compte de Dalkia, qui permet la production de 10 m³/h d'eau déminéralisée de qualité turbine à partir des condensats de combustion de la biomasse. La combustion produit de grands volumes d'eau qui ne sont pas exploités. L'installation COGECAB tourne essentiellement avec une eau provenant de la combustion de la biomasse végétale. Le procédé combine des techniques de filtration, l'osmose inverse et l'échange d'ions.
Avec Sirops Monin, le CRITT INSA Toulouse et l'Office international de l'Eau, Chemdoc Water Technologies a déposé un dossier européen LIFE visant à disséminer une technologie innovante de valorisation des sucres et sels issus des effluents de l'usine de Bourges. Avec cette technologie, les saumures, bains de NEP et sucre des pousses des productions seront entièrement recyclés. L'usine fonctionnera en ZLD avec une valorisation énergétique par méthanisation du sucre, conformément à l'objectif de la direction du groupe Monon qui ne veut plus voir sortir un litre d'eau usée à la station de la collectivité. « EDF Golfech a testé de son côté la technologie R-Oasys avec un pilote mis en place à la centrale nucléaire de Golfech, à la suite du concours d'innovation EDF Pulse. Nous y avons produit de l'eau pure à 18 Mohms/cm avec un rendement de production de 90 % et des possibilités de récupération des composés chimiques actifs (amines, ammonium, phosphate…) et éviter ainsi le rejet de 100.000 m³/an dans la Garonne », résume Salvador Perez.
Notons à ce propos qu’il existe STEP et STEP. Si l’industriel dispose d’une STEP classique par boues activées, il faut installer en aval une unité d’ultrafiltration avant d’“attaquer” l’osmose inverse. « C’est beaucoup plus facile chez ceux qui disposent d’un réacteur biologique membranaire (BRM) puisque l’ultrafiltration est déjà intégrée dans la STEP : il suffit alors d’ajouter l’osmose et l’éventuelle désinfection » explique Philippe Schnongs.
Installation de recyclage des eaux de rinçage - par évaporation et déminéralisation - réalisée par John Cockerill Proserpol pour un industriel de l'aéronautique.
Un avantage que confirme Isabelle Duchemin. Polymem propose en effet aujourd’hui un BRM basé sur ses membranes d'ultrafiltration Neophil® supportées. « L’eau sortant du traitement biologique est déjà ultrafiltrée donc réutilisable ou traitable par osmose, selon les besoins. Le résultat est le même qu’avec des Gigamem® fonctionnant en pression, mais ici, l’eau traitée est produite par aspiration au travers de la membrane d’ultrafiltration immergée dans le bioréacteur » précise Isabelle Duchemin.
Suez – tout comme Veolia d’ailleurs – intervient également en sortie de STEP industrielle. Suez Water Technologies & Solutions (WTS) vient par exemple de réaliser une très importante installation à Ufa (Russie), dans une raffinerie du groupe pétrochimique Bashneft. Les effluents sont d’abord traités par un bioréacteur à membrane ZeeWeed® pour éliminer la matière organique, puis passent par une électrodialyse. « C’est un procédé robuste et qui supporte mieux les restes de matière organique que l’osmose inverse. D’ailleurs nous avions installé deux pilotes en parallèle pour comparer ces traitements, et Bashneft a finalement retenu l’électrodialyse » se souvient Bertrand Garnier, responsable de la R&D applicative chez WTS. Le système complet traite 84.000 m³ d’effluents par jour et produit une eau prête à tous types de réutilisation. « En France, notre technologie de BRM peut constituer une première étape pour un industriel qui envisage de se tourner à terme vers la réutilisation » ajoute Bertrand Garnier.
Zero liquid discharge : le graal ?
Dans certaines situations, des industriels poussent la logique à l’extrême pour tendre vers les “usines sèches” ou le ZLD (zero liquid discharge). Une option coûteuse et complexe mais, là encore, technologiquement réalisable. Cela implique de re-traiter, entre autres, les concentrats d’osmose. Pourquoi s’y lancer ? Tout d’abord parce que, dans certaines régions comme par exemple le Moyen Orient, le stress hydrique ne laisse pas le choix : chaque m³ d’eau compte. D’autant plus que certains de ces pays commencent à réglementer le rejet des concentrats d’osmose, très fortement chargés en sels et susceptibles d’altérer les milieux récepteurs. Les industriels peuvent aussi s’inscrire volontairement dans une démarche vertueuse. Avec un bémol : ces procédés sont coûteux en énergie. « L’usine “sèche”» se conçoit dans une démarche globale, où l’on veut également récupérer le plus d’énergie possible sur le site, sous forme de biogaz ou de récupération de chaleur. Cela implique que Waterleau, spécialiste de l’eau, développe des compétences transversales, ce que nous avons d’ailleurs commencé à faire avec la méthanisation » précise Philippe Schnongs, de Waterleau.
Unité de traitement AQUAPROX I-TECH « ZERO Rejet Liquide » 30 m3/h d’eau des très haute qualité recyclée.
Aquaprox I-TECH et John Cockerill Proserpol qui travaille depuis de nombreuses années dans le traitement de tous types d’effluents industriels, se sont spécialisés dans les installations "zéro rejet liquide" pour les ateliers de traitement de surface, en particulier dans l'aéronautique qui représente une bonne part de ses réalisations. Ces installations font passer des pièces métalliques ou plastiques dans une succession de bains de traitement – dégraissage, décapage, dépôt de couche, traitement thermique – et de rinçage. « Notre particularité est de pouvoir conseiller le client sur la structure même de son procédé, de manière à limiter la quantité d'eau déminéralisée utilisée pour les rinçages. Grâce à cette économie d'eau en amont, nous pouvons proposer une installation de retraitement la plus réduite possible » souligne Antoine Lemaire, directeur général délégué de John Cockerill Proserpol. Les effluents des bains de rinçage sont directement évaporés à pH basique, pour éviter d'obtenir un co-distillat acide qui endommagerait les équipements. Le distillat est ensuite traité sur charbon actif et/ou résine échangeuse d'ions pour arriver à une eau déminéralisée de qualité aéronautique - cela peut aller du grade A (< 20 µSiemens/cm) à moins de 5 µS/cm - qui réalimente l'usine. Cas particuliers : les eaux de rinçage contenant du chrome 6 ou des cyanures sont traitées avant l'évaporation, les unes pour réduire le chrome 6 en chrome 3, moins toxique et moins coûteux à traiter en tant que déchet, les autres pour éliminer les cyanures qui sinon passent dans le distillat. Le concentrat, mélangé avec les bains de traitement usés, trop concentrés pour être évaporés, est évacué vers une filière de traitement des déchets. « Le concentrat est déjà réduit de 15 à 20 fois en volume. Nous pourrions installer un sur-concentrateur pour diminuer encore la quantité de déchets évacués, mais la consommation d'énergie est généralement dissuasive » précise Antoine Lemaire. Malgré la réutilisation de l'eau de rinçage, ces installations subissent des pertes d'eau de par l'évacuation du concentrat et des bains usés, ainsi que l'évaporation spontanée des bains chauds. « Pour les compenser, nous installons en général un petit osmoseur qui prétraite de l'eau de ville et alimente l’unité de déminéralisation » ajoute Antoine Lemaire.
John Cockerill Proserpol applique des solutions de type ZLD sur les effluents d’autres domaines industriels tels que ceux de la chimie.
« Compte tenu de la raréfaction de l’eau, la réutilisation est aujourd’hui une absolue nécessité. Il est impératif d’économiser les ressources naturelles et de limiter notre impact sur les milieux en réutilisant les eaux usées. Les demandes et l’intérêt pour la technologie UV à travers nos réacteurs ont fortement augmenté ces derniers mois particulièrement pour l’irrigation. L’eau en France est consommée à 50 % par l’agriculture. Bien qu’il existe encore des contraintes réglementaires fortes, nous sentons une vraie volonté de la part des professionnels du secteur d’aborder le tournant de la réutilisation des eaux usées épurées à des fins d’irrigation agricoles. Au-delà de leur grande disponibilité, les eaux usées traitées ont une teneur non négligeable en éléments fertilisants et les ultraviolets ne modifient pas les propriétés physico-chimiques de l’eau. Moins de 0.7 % des eaux usées sont retraitées en France, nous sommes encore trop en retard par rapport à de nombreux voisins européen ». Willy Fortunato, directeur général délégué chez UvGermi.
« Les contraintes réglementaires des conditions de rejets, aussi bien qualitatives que quantitatives orientent naturellement nos clients traiteurs de surface vers du zéro liquid discharge, explique Matthieu Delaunay, directeur commercial d'Aquaprox I-TECH. Nos solutions ART (Aquaprox Reuse Technologies) y répondent parfaitement sous différentes réponses technologiques (détoxication, oxydation, évaporation, résines échangeuses d'ions, filtrations membranaires…) adaptées aux objectifs de l'industriel. Une parfaite connaissance des procédés de production de nos clients est primordiale. Dernièrement nous avons accompagné un industriel de Haute Savoie, autorisé à augmenter sa capacité de production à base de cyanures d'argent, uniquement sous condition du recyclage intégral de ses flux cyanurés. L'étude et l'adaptation de ses lignes à la nouvelle unité de recyclage étaient essentielles à l'optimisation du design de celle-ci. La solution mise en place a en plus permis de valoriser le concentrat obtenus ».
Pour les démarches de type ZLD, Veolia se repose sur sa filiale italienne Evaled, qui propose plusieurs solutions d’évaporation et cristallisation répondant aux exigences des différentes branches industrielles. En 2020, WTS (Suez) a pour sa part mis en service une solution ZLD pour la centrale thermique à charbon de Zhuozhou (Chine). Étant donné l’état de ses masses d’eau, la Chine rend en effet la démarche ZLD obligatoire pour certaines branches industrielles. Pour les effluents de la centrale, trois stades de prétraitement physico-chimique, avec ajout de chaux et chlorure ferrique pour précipiter les métaux, précèdent une unité d’ultrafiltration. L’eau ainsi traitée retourne au process. Le concentrat d’ultrafiltration passe par une résine échangeuse d’ions puis une nanofiltration et une osmose inverse et le filtrat est réutilisé. Le concentrat de cette dernière étape est dirigé vers un évaporateur muni d’un système de récupération de la vapeur. « Résultat : d’une part toute l’eau est ré-utilisée, d’autre part nous obtenons des sels (chlorure et sulfate de sodium) quasiment purs, qui sont revendus » explique Bertrand Garnier.
Chemdoc a développé un procédé pour UIOM en collaboration avec Utilities Performance. Ce procédé couplant des techniques de précipitation, ultrafiltration osmose inverse et électro déionisation (EDI) permet de tenir un fonctionnement en ZLD. « Après tous les procédés séparatifs qui concentrent les sels et impuretés, nous appliquons un procédé de co-précipitation qui permet de produire une volume de boues très faibles, dont la fraction humide est l'unique exutoire des sels. Ces boues sont deshydratées par évaporation naturelle avec la suppression de tout rejet liquide. Tous les minéraux et produits utilisés se retrouvent dans ces boues. Ce procédé est infiniment plus économique que l'évapoconcentration, très gourmande en capex et opex énergétique ».
Au-delà des procédés thermiques de cristallisation, WTS travaille à une nouvelle génération de membranes à très haute pression. « Nous espérons produire ainsi des concentrats rivalisant avec l’évaporation thermique, mais avec une consommation énergétique bien moindre » prévoit Bertrand Garnier. WTS développe également un procédé d'électrodialyse bipolaire, destiné à produire de l'acide et de la soude à partir d'effluents salés purifiés.
Chez Chemdoc, le recyclage des bains de nettoyage en place est également un champ d'action important, notamment en agro-alimentaire ou l'utilisation de la soude est massive, quelquefois avec un rejet salé important dans de petits cours d'eau. « La notion de salinité est un indicateur de plus en plus présent dans les normes de rejets. Le meilleur moyen de limiter le rejet de salinité et de ne pas le produire, en recyclant en boucle courte les solutions de nettoyage. Chemdoc Water technologies a développé des solutions Regecycle pour les sujets des saumures et des bains d'acides et bases fortes, par recours à la nanofiltration céramique et organique et les co-précipitations ».
Une vision plus large
UVRER est un fabricant et bureau d'études d'équipements par technologie UVc. Ses appareils permettent de sécuriser bactériologiquement la qualité du fluide avant sa réutilisation. En effet UVRER intervient en fin de chaîne de traitement pour limiter la surconsommation et le gaspillage de l'eau.
Ecofilae, bureau d’ingénierie participant à plusieurs groupes de travail sur la réutilisation de l’eau usée, prône une approche différente. « La technologie est indispensable mais ne suffira pas à nous sauver. Il faut sortir du périmètre de l’usine » affirme Nicolas Condom, président d'Ecofilae. Il prône en effet une approche circulaire à l’échelle d’un territoire. Autrement dit : en plus de recycler l’eau sur le site, avec des traitements parfois poussés, pourquoi ne pas penser à la réutiliser dans des champs ou des sites industriels voisins, dont les besoins, en termes quantitatifs et qualitatifs, correspondent aux effluents (éventuellement traités) de l’usine ? « Globalement, on aura consommé moins d’eau » souligne Nicolas Condom. Il va même plus loin, affirmant que « la logique du ZLD n’est tout simplement pas tenable sans passer par le levier de la réutilisation hors site. Mieux vaut s’assurer qu’aucun mètre cube d’eau ne sorte du territoire ». Des groupes comme Danone, Total ou des groupements d’intérêt économiques, qui se sont engagés sur des stratégies très ambitieuses en termes de réutilisation de l'eau, et d'empreinte environnementale en général, se sont d'ailleurs tournés pour certains vers Ecofilae pour penser “territoire” autour de leurs sites.
Reste à convaincre les services publics et financiers de la validité de cette approche, ce qui peut être long. « La solution est de prouver l’intérêt de la démarche avec un démonstrateur réel. Ce que nous faisons, par exemple, avec une grande papeterie. Ses eaux de lavage, traitées, sont parfaitement aptes à irriguer une forêt voisine ou être dirigées vers les utilités d’un site industriel voisin » expose Nicolas Condom. Le principal problème, au-delà d'une frilosité administrative finalement surmontable, est que mener une action territoriale suppose de fédérer des acteurs très divers : agriculteurs, industriels, collectivités locales, pouvoirs publics, fournisseurs de technologie, instituts techniques ou de recherche… Qui peut s’en charger ? Comment s’organiser ? Dans quel cadre juridique ? « Nous n’en savons rien pour l’instant » reconnaît Nicolas Condom. Les parcs industriels constituent un cas de figure favorable. Ils sont en général gérés par un syndicat qui peut jouer le rôle de plateforme entre les différentes usines. « Le syndicat qui gère un parc industriel a la légitimité pour mener une telle démarche d’écologie industrielle » affirme Nicolas Condom. « Il existe des exemples d’écosystèmes industriels en Scandinavie. Nous avons aussi participé à une opération de ce type au Royaume-Uni, où les effluents traités d’une raffinerie alimentent la centrale thermique voisine » révèle pour sa part Bertrand Garnier, de WTS. Ce dernier insiste cependant sur le nécessaire engagement dans la durée des partenaires d'un tel dispositif.
La démarche s’entend également dans l’autre sens : les effluents d’un territoire, une fois traités, peuvent alimenter des sites industriels. C’est ce que propose par exemple Suez à El Segundo (Californie). Une fraction des effluents de STEP de la ville de Los Angeles y est retraitée puis ré-expédiée vers différents sites industriels, commerciaux ou agricoles de West Basin. « Suez États-Unis produit 150.000 m³ d’eau par jour à El Segundo, avec cinq niveaux de qualité différents pour des usages comme l’arrosage, les TAR, les chaudières, etc. » précise Bertrand Garnier. Veolia a également installé des solutions à base d’osmose inverse pour traiter des effluents de STEP municipales avant réutilisation dans l’industrie pétrochimique. Cette démarche reste encore très marginale « mais il serait dommage de stopper la dynamique » comme l'affirme Nicolas Condom.
Cet article est réservé aux abonnés, pour lire l'article en entier abonnez vous ou achetez le