30 avril 2021Paru dans le N°440
à la page 101 ( mots)
Rédigé par : Pascale MEESCHAERT
Transition bas carbone oblige, les constructeurs de pompes affichent leur volonté d’ériger la durabilité au cœur du processus de production. Dans la course à la réduction des coûts, cette stratégie peut-elle convaincre les exploitants ?
Combien coûte le fait de posséder et d’exploiter une pompe ? Cher à l’exploitant mais aussi à la planète ! Les pompes peuvent représenter jusqu’à 40 % de la consommation d’énergie des infrastructures hydrauliques. Peu nombreuses sont les technologies qui offrent ce potentiel d’optimisation énergétique, lequel peut atteindre 75 % si on englobe le coût total de possession des pompes, comme le rappelle le guide Pump Life Cycle Cost, paru en 2011, fruit d’une étroite collaboration entre l’Hydraulic Institute, Europumps et l’Office of Industrial Technologies (OIT) du Department of Energy aux États-Unis. Cette analyse est bénéfique pour l’environnement dans la mesure ou elle évite le gaspillage de l’énergie. « On ressent une pression politique pour privilégier l’économie circulaire et avancer dans cette direction. Pour la profession, cette prise de conscience date de la directive d’éco-conception ErP (Energy related Products) qui s’impose aux pompes pour eaux claires, et est évidemment amplifiée par la directive Ecodesign qui atteindra son plein potentiel dans le secteur au 1er janvier 2022, commente Julien Chalet, directeur de l’action collective chez Evolis, l’organisation professionnelle représentant les fabricants de pompes. Le travail sur la prise en compte du coût du cycle de vie que nous avons mené avec l’Hydraulic Institute montrait bien l’importance du coût de l’énergie et de la maintenance. Aujourd’hui les acteurs du secteur s’inscrivent dans le sillage de cette tendance pour réduire la consommation énergétique des équipements via des innovations à tous les niveaux : matériel et surveillance 4.0 ».
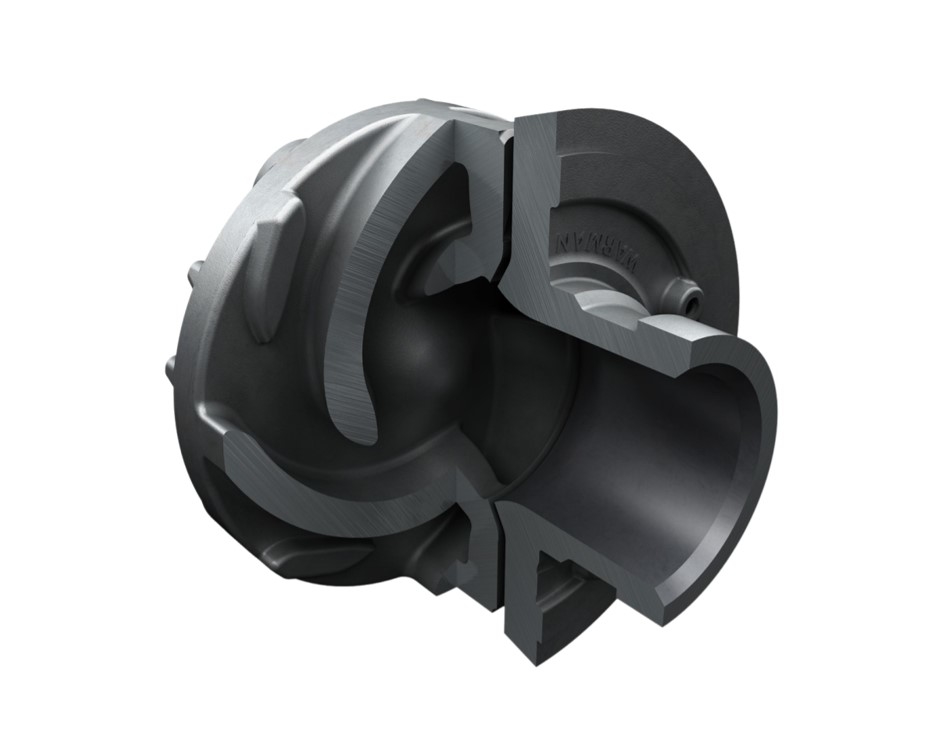
Disponibles en option et interchangeables, l’impulseur et le blindage Warman® WRT® améliorent considérablement la durée de vie et les performances des pompes Warman® AH®.
En matière d’eau potable, d’eaux usées ou d’eaux industrielles, la pompe reste l’organe essentiel qui permet de transférer une eau, un liquide, voire une boue d’un endroit à un autre, pour remplir ou vider un réservoir, transférer un produit ou un effluent vers son procédé de traitement.
Comme tout équipement électromécanique, le rendement énergétique de la machine doit être optimisé pour que le coût total de possession de l’équipement soit le plus bas possible. Une évidence vaut tout de même d’être rappelée : cette optimisation passe par le choix d’un matériel adapté aux besoins. Au-delà du coût d’achat de l’équipement, l’optimisation passe aussi par la constance du rendement de la pompe et une réparabilité adaptée, et ceci tout au long du cycle de vie de la pompe.
L’enjeu du processus de production
Une idée fausse concernant l’efficacité énergétique des pompes est qu’elle doit se faire au détriment des performances et/ou de la fiabilité de l’installation. Cette hypothèse est particulièrement incorrecte, rétorquent les fabricants. Il est possible d’améliorer les performances, l’efficacité et la fiabilité du système, cela mobilise juste les compétences en hydraulique, électronique, mécanique et en fonderie ! « C’est tout l’enjeu de la R&D, souligne Thierry Chorier, Responsable WMFrance chez Weir Minerals. Les économies réalisées grâce à l’installation de systèmes de pompage efficaces aujourd’hui se feront sentir pendant 20 ans ou plus. Nous recherchons donc à construire des meilleurs systèmes en privilégiant des matériaux et des composants qui durent plus longtemps et un design qui permet d’assurer des performances hydrauliques tout au long du cycle de vie de la pompe ».
Si la quasi-totalité des constructeurs se penche sur les ressources et services nécessaires à la performance et à la durabilité de leurs équipements, force est de constater qu’un nombre bien trop important d’exploitants reste focalisé sur le coût d’achat de la pompe en sacrifiant à la sacro-sainte stratégie du mieux-disant. D’abord parce que celui qui achète n’est pas forcément celui qui exploite. « En fonction de la santé financière du client, la vision économique des matériels sera de court, moyen ou long terme. Celui qui est sensible au prix ne regardera pas la performance hydraulique qui constitue un investissement. Inversement, un client qui a des valeurs vertes à défendre, sera sensible à la puissance du matériel installé et à l’évolution du rendement hydraulique sur le long terme », explique, de façon diplomatique, Thierry Chorier chez Weir Minerals. Ensuite parce que l’importance du prix d’achat de la pompe, qui n’entre qu’à hauteur de 8 % dans le coût total de possession, reste, bien souvent surestimé.
L’efficacité et la durabilité font partie intégrante du processus de conception et de production d’Hidrostal. Pour cette raison, les moteurs Tuma atteignent le plus haut rendement de la classe IE3. Ces appareils se dispensent des métaux rares et la surface aérodynamique des moteurs empêche les matières solides de s’y déposer, facilitant ainsi le nettoyage et l’entretien des pompes.
Empreinte environnementale
Il faut dire que le métier de pompiste n’est pas simple : l’une des plus grandes complexités réside dans la diversité et la connaissance des caractéristiques, notamment physico-chimiques, du liquide à pomper. La viscosité, la température (qui influence en particulier la tension de vapeur), la présence de matières solides (liée au caractère potentiellement abrasif), la densité, le pH et la composition acido-basique (liée au risque corrosif) d’un liquide figurent parmi les principales caractéristiques à prendre en compte dans le pompage d’un liquide, sans parler du risque ATEX.
Aujourd’hui, les installations qui impliquent le pompage de liquides très visqueux et abrasifs relèvent du respect de la protection de l’environnement. Les industriels étant taxés au mètre cube rejeté, ils cherchent à réduire le volume des résidus liquides. Lorsque c’est possible, les émissions nocives sont évitées, par exemple en modifiant la composition, l’emballage, l’approvisionnement ou la logistique. Ce qui reste, ce sont les émissions incompressibles durant le processus de fabrication et qui constituent l’empreinte carbone du produit. Chaque kilogramme de CO2 produit donne lieu à la perception d’une redevance, ce qui explique l’importance des investissements engagés dans les projets dits écoresponsables. « Nous sommes cotés en bourse, rappelle Thierry Chorier. Nos actions sont des actions vertes, c’est-à-dire d’une société dont l’activité contribue à la préservation de l’environnement. A ce titre, l’entreprise se doit de montrer comment elle aborde la durabilité de manière globale pour devenir climatiquement neutre. Comme de nombreux majors, Weir Minerals dispose de ses propres fonderies, maîtrise son process de fabrication de A à Z et a mis en place depuis plus de 10 ans une politique de suivi des taux de rejet de carbone à l’échelle mondiale ».
Chez Side Industrie, l'éco-conception va jusqu’à l’élimination totale de la fonderie pour toutes ses pièces et corps hydrauliques de pompes, au profit d’une chaudronnerie mécanisée spécifique aux aciers inoxydables bien moins polluante, générant des pièces 100 % recyclable et bien plus durables.
Ainsi en Europe comme en France, le mouvement imprimé par la réglementation en matière de pompes pour eaux claires et eaux chargées continue de mobiliser les constructeurs autour d’une stratégie de production intégrée permettant de maîtriser parfaitement chaque étape de la fabrication.
Choisir une hydraulique adaptée
Conséquence : comme bien des fabricants, Weir Minerals s’est attaché ces dernières années à modéliser les écoulements diphasiques dans ses pompes et à focaliser son attention sur l’optimisation du design hydraulique. La technologie WRT® est l’aboutissement de cette décennie de recherche menée sur la résistance à l’usure et les performances hydrauliques de l’impulseur. Elle permet l’amélioration du guidage du fluide par quatre petites aubes de pompage simplifiées. Disponibles en option et interchangeables sur les pompes Warman®, l’impulseur et le blindage Warman® WRT® améliorent la résistance à l’usure de 50 %.
Le système de surveillance KSB Guard permet de détecter précocement des changements de fonctionnement et ainsi de mieux planifier les interventions de maintenace.
Pour les liquides chargés, le recours à des techniques de pointe, dont la mécanique des fluides numérique, a permis d’identifier les zones où il était possible d’améliorer la longévité et d’optimiser le profil hydraulique. « En matière de pompage de liquides très chargés, les pompes centrifuges Warman ont tendance à mettre des impulseurs qui ont plus de passage et qui guident beaucoup mieux les particules solides qui sortent de la veine fluide et sont responsables de la baisse de performance. Nous avons plusieurs dispositifs qui permettent de les canaliser aux endroits où on peut contrôler l’usure et la réguler dans le temps », affirme Thierry Chorier.
Dans la catégorie optimisation du design, AxFlow, Caprari, Grundfos, Landia, Seepex, Side Industrie, Wilo, Xylem recourent aussi à la simulation numérique pour adapter au mieux les corps de pompes au fluide à pomper (Vortex, monocanal, roue dilacératrice, à vis…). Les différents types de roues se nomment S-Tube chez Grundfos, N et Adaptive N chez Xylem, Solid chez Wilo, Contrablock chez Sulzer, ou encore la nouvelle gamme Max de KSB qui se caractérise par l’alternance d’aubages de dimensionnements différents permettant d’assurer un large passage libre pour les corps mous et solides. Les économies d’énergie effectivement constatées se situent entre 10 et 30 %, parfois plus. Les efforts accomplis par les fabricants sont énormes et les progrès très réels. Encore faut-il que la roue choisie soit adaptée au fluide pompé. En la matière, l’ennemi reste le compromis trop hâtif qui consiste parfois à privilégier la sécurité et la continuité du pompage au détriment du rendement. Le vortex rend parfois bien des services sans que son coût réel, en termes de rendement, soit bien appréhendé. Et sans que les développements récents n’aient provoqué, chez certains exploitants, une réévaluation de leur choix originel.
Wilo propose un nouveau service premium, Wilo-Live Assistant pour guider le technicien dans les mesures correctives.
Chez Hidrostal, l’optimisation de l’installation se traduit toujours par la recherche du point de fonctionnement précis. « Nos pompes quand on les dimensionne, qu’on les fabrique et qu’on les vend, sont déterminées pour un point précis (des conditions particulières c’est-à-dire un débit, une hauteur). Elles sont adaptées parfaitement à l’endroit où elles sont installées. Le matériel étant 100 % adapté au poste, le produit dure longtemps. Depuis 60 ans, nous portons nos efforts de R&D sur les rendements énergétiques globaux des pompes (hydraulique et électrique) ainsi que sur les coûts d’exploitation des postes de pompage ». Fin 2020, Hidrostal a lancé une nouvelle gamme de moteurs Tuma, qui doivent leur nom à la source du Rhin, le “Lai da Tuma” (ou lac de Toma). Grâce à leur conception étanche IP68, ils fonctionnent de manière continue dans des installations sèches ou entièrement submergées. « Cette gamme réunit des moteurs immersibles à refroidissement automatique capables de fonctionner après immersion totale dans un fluide. Grâce au système modulaire Hidrostal, les moteurs équivalents IE3 sont compatibles avec toutes les configurations hydrauliques de la roue à vis centrifuge d’origine ». Les moteurs se caractérisent toujours par le tryptique efficacité/fiabilité/robustesse, à savoir une coque extérieure entièrement moulée qui comprend un système de refroidissement breveté à haut rendement énergétique, des paliers de roulement d’une durée de vie (L10h) de 50.000 heures et des joints mécaniques durables.
Matériaux : maîtriser la qualité et l’usinage
L’origine et la qualité des matériaux ou des composants utilisés, si elle n’est pas fréquemment exigée par les exploitants, figurent malgré tout parmi les préoccupations principales des fabricants. A faible impact environnemental, ils peuvent être recyclés/renouvelables, récupérés et/ou d’origine locale. Ainsi, KSB, Hidrostal, Landia, Weir Minerals, Seepex, Wangen Pumpen ou encore Side Industrie avec son système DIP, mettent un point d’honneur à garantir la qualité des matières premières utilisées dans la fabrication de leurs pompes et dans la précision des opérations d’usinage. Ils investissent dans leurs propres usines de chaudronnerie, les rapproche des centres de production et privilégient en matière de sous-traitance au mieux des circuits-cours, au pis des partenaires communautaires. « Sur l’usine KSB de Lille, 75 % de nos sous-traitants sont français, poursuit Julien Gaonach, responsable Grands Comptes Eau chez KSB. On a arrêté de faire faire le tour du monde à des tonnes de fonte. En concevant des pièces au plus juste, on réduit les opérations d’usinage et donc la consommation d’énergie correspondante. Tous nos partenaires sont majoritairement de la CEE. Chez KSB, nous aimerions mettre en avant nos engagements sociétaux et notre démarche d’écoconception dans les marchés publics, mais malheureusement on se heurte toujours à la règle du moins disant ».
C’est également pour répondre au besoin d’optimisation du rendement que les produits sont assemblés avec des composants relevant de la mécanique de très haute précision pour connecter les modules électroniques de commande de l’hydraulique avec le module de commande du moteur, comme l’expliquent les fabricants. De la même manière, la protection du corps de pompe passe par le choix de métallurgies résistantes (comme la fonte alliée) et/ou le recouvrement de la surface par des revêtements caoutchouteux ou similaires. « Les solutions d’Hidrostal sont justement d’adapter les matériaux des fonderies de l’hydraulique en fonction du liquide pompé. Si on est face à des eaux abrasives (sableuses, ce qui est souvent le cas dans les eaux pluviales), on met une fonderie adaptée, c’est-à-dire une roue avec un inox renforcé et une plaque d’usure en fonte hautement alliée au chrome pour garantir une tenue à l’usure durable. Avec le temps, les épaisseurs de fonderie n’ont pas été revues à la baisse malgré la pression sur les coûts. Ce qui nous permet de garantir la robustesse des organes sensibles. C’est en tous cas, ce que nous disent les réparateurs », sourit Augustin Berge.
Pour permettre aux exploitants de réduire leur coût total de possession, Weir Minerals a développé la seconde génération de la pompe Warman® WGR® qui vient remplacer avantageusement la gamme Schabaver®. La gamme Warman WG® affiche des performances améliorées, une longévité accrue et est revêtue de caoutchouc Linatex®, fabriqué à 95 % de caoutchouc naturel, reconnu pour sa résistance à l’usure en milieu humide.
Pour des liquides chargés, le département Technologies des matériaux avancés de Weir Minerals, retient une gamme étendue d’alliages de carbure de chrome Ultrachrome et Hyperchrome pour assurer une meilleure tenue à l’abrasion. C’est le cas de la pompe WBV® qui est capable de faire face aux applications les plus exigeantes, nécessitant par exemple le pompage continu de boues corrosives ou très abrasives.
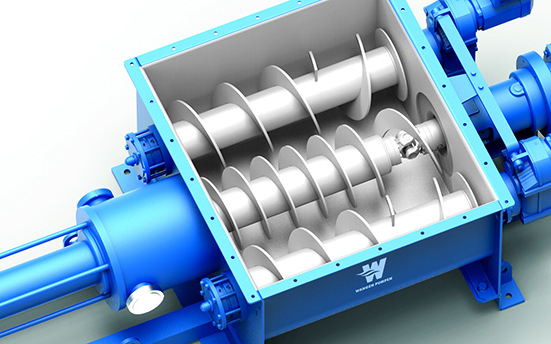
Du côté de Wangen Pumpen, qu'il s'agisse de rotors en acier trempé, de stators, de corps de pompe, de joints, ou encore d’ergonomie, les équipements sont conçus et fabriqués pour une réduction de temps d'arrêt au strict minimum et un fonctionnement sans défaillance. Les pompes de la gamme KL-R Triplex offrent ainsi un acheminement sûr des boues déshydratées avec une teneur en matières sèches allant jusqu'à 45 % grâce un grand volume tampon (jusqu'à un maximum de 10 m³). « Notre objectif est la fabrication des meilleures pompes pour l'utilisation correspondante, explique Astrid Klug en charge du marketing. On peut le voir clairement à la satisfaction de nos clients. Les pompes de la gamme KL-R Triplex séduisent en effet par leur possibilité constante de dosage, car une entrée discontinue est compensée par le volume-tampon du récipient collecteur. Grâce à la structure basse, même avec des boues épaissies, des boues d'épuration, déshydratées ou organiques, les pompes à trémie KL-R Triplex sont ultra-puissantes et génèrent d’excellentes performances d’exploitation ».
Concernant les pompes Landia, le système dilacérateur et sa roue en étoile lui permettent d'éviter le bouchage et de pouvoir pomper des liquides chargés en fibres notamment, précise Atlantique Industrie. La gamme Landia est en fonte à la base, mais toutes les pompes sont déclinées dans une version Fonte durcie, pour des applications abrasives (méthanisation, industrie, …). L'ensemble est disponible également en Inox 316 de fonderie pour toutes les applications en milieu corrosifs (Chimie, laiterie, …).
Une maintenance plus simple et plus suivie
Il en va des pompes comme de la majorité des équipements mécaniques : l’usure amoindrit le rendement. En fonction de l’élargissement des jeux d’étanchéité, elle peut occasionner des pertes allant jusqu’à 10 %.
Plusieurs solutions existent pour préserver l’efficience énergétique des systèmes. Certaines sont plus pertinentes que d’autres et combinent réparabilité, évolutivité, connectivité et services numériques. « La maintenance coûte cher parce que le coût de la main d’œuvre est élevé, regrette Julien Gaonach. Aussi le choix économique pousse trop souvent les exploitants à remplacer le matériel plutôt qu’à le réparer ». C’est ainsi que KSB, Xylem, Grundfos, Hidrostal, Weir Minerals, et bien d’autres s’appliquent à privilégier une conception mécanique simplifiée, une électronique autonome, des composants simples, robustes, et universels, facilement accessibles. Sur ses nouveaux groupes submersibles Amarex KRT, KSB a développé une aide de montage baptisée Amaslide pour l’installation horizontale de la pompe. Elle permet à un technicien d’ouvrir le groupe et de réaliser seul des interventions comme l’inspection de la roue. Il n’est plus nécessaire d’avoir recours à des potences ou autres engins de levage, il suffit de retirer les vis entre le corps de la pompe et le fond de refoulement de la pompe. Le technicien peut alors extraire le mobile comprenant la roue, l’arbre, le palier, les joints et le moteur hors du corps de la pompe. Celui-ci reste en place et solidaire de la tuyauterie d’aspiration et de refoulement. Lorsque le mobile a été retiré, la roue est accessible librement et les travaux de maintenance peuvent être effectués aisément. Une fois l’intervention terminée, le technicien n’a plus qu’à remettre le mobile en place. Même chose chez Rovatti qui s’est attaché sur sa gamme SNE normalisée EN733, à réaliser un équipement combinant un rendement effectif de haut niveau avec une construction modulaire facilitant les opérations de maintenance. Chez Vogelsang, le concept QuickService permet de réduire également notablement la durée de nettoyage et le remplacement des pièces d’usure. Le carter de pompe se présente sous la forme de deux ½ coquilles, réglables pour un rattrapage de jeu, à démontage rapide. Une fois déposé, il offre un libre accès à tous les éléments de la machine y compris au changement de lobes et de joints.
« Grâce à notre brevet sur l’accouplement rotor/stator à trois vis et à l’intégration de portes de visite supplémentaires, le client a la possibilité de démonter la partie hydraulique sans déplacer la pompe de son installation, rappelle Gianni Gamondi, responsable marché industrie chez PCM. D’ici la fin de l’année, des nouvelles conceptions vont être intégrées à la prochaine génération de pompes ECOMOINEAU™ M qui faciliteront encore d’avantage ces opérations de maintenance ».
Au-delà de ces développements, le suivi des équipements dans le temps reste essentiel. Le Cetim (Centre technique des industries mécaniques) a développé une offre de maintenance prédictive dédiée au tissu mécanicien basée sur l’expertise métier. Cette offre propose un accompagnement sur mesure depuis l’expression du besoin jusqu’au bénéfice attendu dans une logique de « juste IIoT » couvrant toutes les briques technologiques de la chaîne de valeur : collecte, gestion, transformation et interprétation des données. « Pour réduire le coût de possession d’une pompe, il faut donc avant tout choisir un équipement adapté à ses besoins, mais également l’installer et le maintenir correctement dans son environnement. Chez KSB, nous avons développé 2 offres de service en réponse à ces besoins : PumpMeter qui fournit à l’exploitant les moyens de comprendre le fonctionnement de la pompe. Il s’agit d’une unité intelligente de détection de la pression qui enregistre le profil de charge de la pompe pour signaler les potentiels d’optimisation en termes d’efficacité énergétique et de disponibilité ». Équipé de deux capteurs de pression et d’un module d’affichage, le système entièrement monté en usine et paramétré en fonction de l’installation devient immédiatement opérationnel une fois raccordé au connecteur. « Le deuxième axe que nous avons développé porte sur la surveillance de la partie mécanique du matériel. Des capteurs de température et de vibration en réseau, placés directement sur la pompe, permettent de détecter précocement des changements dans le fonctionnement de la machine et de mieux planifier les interventions de maintenance sans que l’utilisateur ait besoin d’être sur place. Les données collectées sont directement transférées dans le Cloud KSB et consultables sur portable, tablette ou PC sans devoir être présent sur site », résume Julien Gaonach.
Les iSOLUTIONS développées par Grundfos permettent aussi de détecter précocement des changements dans le fonctionnement de la pompe pour ainsi mieux planifier les interventions de maintenance, sans nécessité pour l’utilisateur de se trouver sur place. En associant pompes intelligentes, connectivité cloud et services numériques, elles permettent d’accéder à plusieurs fonctions dont la surveillance en temps réel, la commande à distance, la maintenance préventive et l’optimisation du système pour aider l’exploitant à maximiser les performances. Elles reposent sur des solutions globales qui dépassent les équipements pris isolément pour optimiser l’ensemble du système.
En plus de toutes les fonctionnalités et de l’assistance que propose l’application Wilo-Assistant, Wilo propose depuis juillet 2020 dans le cadre du Club Xperts Wilo, la mise en relation avec un technicien Wilo via l’application Wilo-Live Assistant. Par SMS crypté et après validation par ses soins, l’installateur reçoit un lien sur son téléphone portable par lequel la visiophonie en direct est établie. Ce qui permet au technicien Wilo d’avoir accès aux données nécessaires via une connexion sécurisée pour l’assistance en direct.
Seepex a également réalisé de nombreux développements en matière de maintenance, notamment sur sa nouvelle pompe SCT AutoAdjust. Les clés plates et les autres outils de maintenance appartiennent désormais au passé. Le serrage entre le rotor et le stator peut s’effectuer à distance et s’adapter automatiquement aux conditions de process et au degré d’usure. Un simple clic depuis la supervision suffit à ajuster le serrage. Les informations sur l’état de la pompe sont transmises par signaux analogiques ou numériques par le biais de différents bus. « Notre stratégie Innovation & R&D se base sur ce que l’on sait faire sur la partie mécanique mais aussi sur nos solutions digitales pour permettre à nos clients d’appréhender les points de confort des équipements différemment. La SCT AutoAdjust, permet à l’exploitant de retrouver le point optimal de fonctionnement de la pompe en temps réel depuis sa supervision. La maintenance numérique est assistée et permet d’adapter les performances sans intervenir sur site », explique Olivier Gallesio, directeur des ventes chez Seepex. Sur site, le Seepex Pump Monitor ou l’application sur tablette via le Bluetooth donnent un accès rapide, à partir de la solution cloud Connected Services de Seepex, à tous les paramètres opérationnels tels que la température, le débit, la pression ou les vibrations. « Selon nous, la maintenance doit être réalisée dans une logique conditionnelle et non plus curative. Pour cette raison, nous pensons que la digitalisation a vocation à réduire non seulement les OPEX et à rallonger la durée de vie des équipements mais aussi à prendre en compte la pénibilité des interventions chez les exploitants. C’est un peu le sens de la mini-série “Station d’épuration numérique 4.0” que nous venons de lancer ».
Tout comme Borger qui a fait de la maintenance en place son cheval de bataille, la conception de la pompe à rotor excentré EZstrip™ de Nov mono permet un entretien sur site, réduisant ainsi à moins de 15 minutes une intervention d’entretien qui pouvait prendre une journée précédemment.
Lancée il y a un an, l’application « HelloPCM » engrange aussi un vrai succès grâce à sa facilité d’utilisation et à la richesse de son contenu, souligne Pierre Fouillade. « Toutes les pompes qui sortent de notre usine du Maine et Loire, sont aujourd’hui équipées de QrCode. Ces derniers permettent à l’utilisateur l’accès à de nombreuses informations tels que de l’aide à la maintenance contextuelle, des tutoriels de maintenance, un espace dédié la commande des différentes pièces de rechange et à l’ensemble des documents techniques de la pompe ».
De son côté, Netzsch a réussi à intégrer ses derniers développements dans sa famille de pompes à rotor excentré, tels que le Full Service in Place (FSIP), le stator IFD® ou encore le système d’ajustement xLC®. Dans le même esprit, les pompes à lobes rotatif, qui incorporent le concept FSIP®, ont bénéficié d’un redéveloppement technique qui leur permet d’être encore plus robustes tout en abaissant sensiblement leur coût total de possession.
L’électronique, oui mais…
La plupart des pompes, bardées de capteurs connectés, sont désormais équipées d’une électronique embarquée qui participe à augmenter la durée de vie des équipements. Cette orientation, si elle a de quoi rendre optimiste les constructeurs, exige en même temps un examen objectif de la situation : elle nécessite des compétences de haut niveau, favorise la dépendance aux métaux critiques et pose le délicat problème du recyclage des composants. Bien sûr, elle redéfinit aussi la relation client. D’industriels qui fabriquaient, vendaient, mettaient en route, et parfois réparaient les pompes, les fabricants, en accédant aux données de fonctionnement de la pompe et de son environnement, peuvent désormais prendre pied dans le domaine du service. Un nouveau business model apparaît dont la valeur ajoutée repose sur le suivi à distance des paramètres clés de la pompe et de son environnement, ce qui leur permet d’intervenir avant la casse, de prévoir les interventions, de fournir les pièces et de suivre le vieillissement de la pompe, et tout ceci de façon directe, sans passer par le client. C’est ce que propose le concept DulconneX de ProMinent, qui est la solution IoT (Internet des objets) pour la gestion numérique des fluides et en particulier des pompes doseuses, des capteurs et des systèmes de désinfection de l’eau. La combinaison de la passerelle DulconnneX et de la plateforme DulconneX, donne accès aux données de ces systèmes depuis n’importe quel endroit du monde au moyen d’un smartphone, d’une tablette ou d’un ordinateur. Grâce à de nombreuses fonctions supplémentaires comme la gestion automatisée d’alerte, DulconneX ouvre de nouvelles possibilités aux exploitants : la maintenance prédictive, la documentation de valeurs et l’optimisation de processus. Encore faut-il qu’ils soient formés. Et c'est là, que la bât blesse…
« On est en train de barder d’électronique le matériel pour suivre les performances et détecter les moindres défaillances de l’équipement, souligne Thierry Chorier. Ce qui exige d’avoir des compétences très qualifiées pour s’adapter à ces technologies qui sont en constante évolution. Or, depuis une bonne vingtaine d’année, les donneurs d’ordre ont tendance à réduire le personnel de maintenance, et on observe une véritable perte de connaissance du terrain au profit des fabricants. En tant que professionnel nous ne pouvons que déplorer cette stratégie qui vise à faire prendre des raccourcis aux exploitants en se déchargeant au mieux sur le fabricant, ou en remplaçant au pire les équipements par des fabricants low-cost ». « Pour EVOLIS, l’électronique ne peut résoudre tous les problèmes et les donneurs d’ordre ont aussi un rôle à jouer pour qu’on évite d’en arriver un jour à parler d’obsolescence programmée des pompes. Cela commence par le processus d’achat qui doit prendre en compte plus systématiquement le coût total de possession » , rappelle Julien Chalet. « Il faut changer les mentalités et remettre plus que jamais du bon sens près de chez nous ! » , poursuit Thierry Chorier.
« La e-maintenance chez SIDE Industrie ne nécessite pas de truffer la pompe de capteurs, tempère Side Industrie. Notre système d’autosurveillance Web baptisé Omnidip® permet de réaliser une réelle gestion prédictive depuis 2012 ». Cela passe toutefois par un renforcement des services permettant de comprendre le fonctionnement des installations pour être en mesure d’exploiter pleinement, et en toute connaissance de cause, les innovations qui sont proposées.
Cet article est réservé aux abonnés, pour lire l'article en entier abonnez vous ou achetez le