Solutions intégrées (hydrométallurgie, phytomanagement) pour laitiers sidérurgiques
29 octobre 2020Paru dans le N°435
à la page 128 ( mots)
Rédigé par : F. PEREIRA
Les laitiers sont des déchets générés par l’industrie sidérurgique lors de la purification du fer et de ses alliages. Ils constituent généralement des matières très alcalines (pH >10), composées principalement d’Al, de Ca, de Fe, de Mg et de Si pouvant être associés sous diverses formes minéralogiques telles que la chaux, les silicates et les oxydes métalliques. Particulièrement riches en métaux d’intérêt stratégique valorisables, ces matériaux sont néanmoins massivement stockés au sein de «crassiers» sidérurgiques et constituent autant de nuisances potentielles pour l’environnement et la santé publique.
Longtemps considérés comme des scories issues de la fabrication de l’acier, les laitiers d’aciérie sont aujourd’hui reconnus comme de véritables matériaux valorisables et valorisés. Malgré leur statut de déchets, ils sont conséquemment élaborés en véritables sous-produits de l’acier et de la fonte et leur production intégrée dans les processus industriels afin de les valoriser.
Initialement usités dans les domaines des techniques routières et de la construction pour les bâtiments et travaux publics, les domaines d’application des laitiers sidérurgiques sont aujourd’hui divers et variés (production de ciments et de bétons, industries du verre, de la céramique et de la terre cuite, fabrication de laine minérale, décapage ou encore agriculture).
HYPASS, projet financé par l’« Agence Nationale de la Recherche » (ANR) et démarré en 2018 (labellisation par le pôle de compétitivité Chimie Environnement AXELERA Auvergne-Rhône-Alpes), a pour objectif de développer une démarche technologique innovante permettant simultanément la récupération des métaux d’intérêt stratégique des laitiers ainsi qu’une gestion se voulant plus écologique des crassiers métallurgiques. Dans cette optique, HYPASS s’intéresse à la problématique dans son ensemble au travers de la caractérisation des stocks existants de laitiers disponibles, du développement de nouvelles technologies d’extraction des ressources métalliques valorisables et finalement d’exploration de nouvelles méthodes de gestion de décharges contaminées ; le but ultime du projet étant de développer, en aval de la production des laitiers, une procédure de gestion « zéro déchets » se voulant autant que possible économiquement viable et acceptable d’un point de vue environnemental.
Le cœur du projet est de développer, d’appliquer et d’évaluer deux voies, très différentes mais complémentaires, de valorisation : une approche, basée sur des principes hydrométallurgiques en conditions alcalines, visant une récupération optimale des métaux d’intérêt stratégique et une approche de phytostabilisation en présence de symbioses mycorhiziennes de forme à stimuler la restauration écologique des décharges métallurgiques. Par ailleurs, HYPASS envisage de répertorier et de cartographier les anciens crassiers, de réaliser des « Analyses de Cycle de Vie » (ACV) pour les différentes méthodes de valorisation et de construire un outil d’aide à la décision afin de faciliter l’identification des meilleures méthodes de traitement, tant d’un point de vue économique que purement environnemental. La méthodologie HYPASS est mise en œuvre sur le crassier métallurgique de Châteauneuf (Loire), inscrit dans le réseau des « Sites Ateliers Français pour l’Innovation et la Recherche » (SAFIR).
Le Consortium du projet comprend un partenaire industriel (Industeel France ArcelorMittal) et deux partenaires académiques (ARMINES/SPIN et BRGM). De forts impacts sont attendus à terme. D’un point de vue technologique, le développement de nouvelles méthodes de récupération de métaux stratégiques est à la fois très innovant et prometteur, car cela devrait permettra d’envisager le traitement de grandes quantités de laitiers, particulièrement mal valorisés actuellement. Cette orientation est particulièrement importante au regard des directives européennes imposant un plus fort taux de recyclage des coproduits industriels et une diminution des pratiques de mise en décharge. D’un point de vue environnemental, l’utilisation de la phytostabilisation comme méthode de confinement ne devrait pas simplement permettre de protéger les crassiers de l’érosion mécanique et d’améliorer leur aspect visuel, mais surtout de stimuler la restauration d’un écosystème local et d’accélérer la construction d’un technosol.
Le recyclage des déchets
Si la question du recyclage des déchets peut être tendue voire quelquefois conflictuelle, elle reste d’importance. La croissance démographique et la hausse du niveau de vie à l’échelle planétaire ont conduit à un épuisement de certaines ressources à moyen voire à court terme. Certains experts estiment qu’à l’horizon 2050, 16 tonnes de ressources par an et par habitant seront nécessaires. Afin d’assurer une gestion durable des dernières, ces mêmes experts fixent une valeur cible de 6 tonnes par an et par habitant.
Au final, le recyclage apparaît comme une nécessité tant pour limiter la consommation de ressources nouvelles que pour limiter la production de gaz à effet de serre. L’enjeu consiste à récupérer les résidus à toutes les étapes du cycle de vie et à puiser dans les stocks de déchets ultimes en fin de vie. Pour les matériaux critiques, les problèmes suivants se poseront voire se posent déjà : disponibilité potentiellement contrainte par des problèmes de réglementation, de gisement ou encore géopolitiques, forte hausse de la demande par rapport à l’offre, possibilités de recyclage.
Le développement de technologies durables de recyclage des déchets est donc primordial et le recyclage des déchets industriels contenant des métaux lourds (spéciation métal, oxyde et/ou hydroxyde) devenu une préoccupation majeure en raison entre autres de l’intérêt économique croissant lié à la valorisation des métaux.
Actuellement en matière de traitement de matrices minérales contaminées, un certain nombre d’options techniques sont disponibles. La récupération des métaux, oxydes et/ou hydroxydes de ces matières a été et est toujours, à l’heure actuelle, l’objet de nombreuses études. Les techniques mises en œuvre utilisent généralement les principes de l’hydrométallurgie et impliquent des opérations de séparation mécanique, magnétique, physico-chimique (flottation), de lixiviation, etc. dans des combinaisons diverses.
Eu égard aux laitiers sidérurgiques, la plupart des traitements décrits dans la littérature font appel à des agents de lixiviation de type acide. Parmi les nombreux documents (Rao et Nayak, 1992) relatifs à la problématique ; citons, notamment, l’usage de chlorure ferrique, de sulfate ferrique, d’acide sulfurique (Shibayama et al., 2010), d’une combinaison d’acide sulfurique et de chlorure de sodium (Yang et al., 2010), d’acide nitrique (Tshiongo et al., 2010) ou encore de dioxyde de sulfure (Gbor et al., 2006) avec des rendements d’extraction intéressants (supérieurs à 70 %).
Incorporés dans des matrices minérales et parfois engagés sous forme de spinelles de type ferrites, les oxydes métalliques non ferreux à base de métaux stratégiques (Cr, Ni, Co, Pb, Zn et Mo) ont rarement fait l’objet de traitements spécifiques. Dans le cas d’une volonté de préservation de la matrice minérale en vue d’une valorisation de cette dernière comme préconisé dans HYPASS, les traitements comprenant une mise en solution des métaux et/ou oxydes en solution à l’aide d’un agent lixiviant de type acide restent clairement à proscrire. Ils présentent l’inconvénient majeur de lixivier la chaux provoquant de fait une surconsommation de réactifs et une production importante de sels. Le milieu alcalin est à privilégier.
Kim et al. (2015) se sont intéressés à la récupération sélective du chrome contenu dans les laitiers sidérurgiques, par grillage à la soude en utilisant du nitrate de sodium (NaNO3) comme oxydant. Le rendement de solubilisation du chrome atteint alors 89 %. Wang et al. (2018) ont développé un procédé pour séparer le vanadium et le chrome à basse température (140-250 °C) en utilisant le sulfate de sodium (Na2SO3) comme réactif de lixiviation. Les taux de lixiviation du Cr et V ont atteint 99,7 et 99,6 % respectivement. D’autres études récentes menées par Jiang et al. (2017) et Ji et al. (2017) ont montré que les vanadates de sodium (NaVO3) sont très stables d’où la nécessité de réaliser des grillages à haute température (600-800 °C).
Développement d’un procédé hydrométallurgique de récupération des métaux d’intérêt (Cr, Mo) de « Laitiers d’Aciéries de Fours Electriques » (LAFE)
Au vu des quantités de laitiers sidérurgiques annuellement produites et des stocks disponibles, la gestion de ces coproduits nécessite de trouver une solution quant à leur devenir et qui soit satisfaisante tant d’un point de vue environnemental qu’économique.
L’innovation réside en la mise en œuvre d’opérations unitaires sélectives basées sur des principes hydrométallurgiques et calées sur la nature chimique et/ou minéralurgique des métaux non ferreux contenus dans les laitiers. L’approche scientifique consiste à adapter le milieu de lixiviation sélectif et les méthodes de complexation, séparation et récupération visant à optimiser les taux d’extraction des métaux et oxydes métalliques sans dissoudre inutilement les secondaires.
Caractérisation
La première étape, en termes de gestion environnementale de coproduits tels les laitiers sidérurgiques, consiste à caractériser les échantillons de manière à déterminer leurs propriétés.
Préalablement aux opérations de caractérisation et aux essais de tris physiques, des étapes amonts d’échantillonnage et de préparation des prélèvements effectués se sont avérées indispensables de manière à concentrer dans les échantillons les métaux ciblés et à obtenir un échantillon à minima représentatif en vue du traitement hydrométallurgique ultérieur. Conséquemment, une campagne d’échantillonnage du LAFE a été directement réalisée sur le site d’Industeel ArcelorMittal France de Châteauneuf. La matrice minérale se présente sous l’aspect d’un sable grisâtre foncé et présente un d50 (diamètre moyen des particules) de 5,5 mm.
Deux grands ensembles de techniques analytiques ont été utilisés. Le premier ensemble [«Diffraction de Rayons X » (DRX), « Microscopie Électronique à Balayage » (MEB)] permet de caractériser les phases minérales ainsi que les propriétés texturales des minéraux. La composition chimique des échantillons de laitiers, des minéraux et des solutions peut être obtenue par le second ensemble de techniques (fluorescence de rayons X portable, spectrométrie d’émission optique à source plasma), qui présentent l’avantage de permettre l’analyse rapide et précise d’un grand nombre d’échantillons.
Détermination de la composition chimique globale
La détermination de la composition chimique des échantillons de laitiers sidérurgiques à notre disposition a été effectuée dans les installations du BRGM et de Mines Saint-Étienne. La quantification des éléments dits « majeurs » a été réalisée par « portable Fluorescence X » (pFX). En ce qui concerne la quantification des éléments dits « traces », elle a été effectuée via « Inductively Coupled Plasma/Atomic Emission Spectroscopy » (ICP/AES) après une digestion à l’eau régale. La capacité de l’eau régale à dissoudre totalement la matrice minérale a été vérifiée en comparant les résultats à ceux obtenus après une digestion totale multi-acides (acide fluorhydrique, acide nitrique, acide perchlorique).
Le Tableau 1 nous montre les constituants majeurs (sous forme d’oxydes) et les teneurs en traces d’un échantillon de LAFE. Il est relevant de souligner des teneurs de l’ordre de 3,5 % en chrome et de 48,5 % en Fe2O3. La teneur en vanadium est, quant à elle, voisine de 1 500 ppm (résultats pFX). Le calcium est présent dans tous les échantillons d’étude à hauteur de 29 %.
Analyses minéralogiques DRX
Le spectre DRX du laitier d’aciérie de four électrique nous indique que les principales phases cristallines sont la larnite (Ca2SiO4), la srebrodolskite (Ca2Fe2O5), la magnétite (Fe3O4), la maghémite (Fe2O3) et la wüstite (FeO). Il est également intéressant de noter (dans une moindre mesure) la présence de minéraux porteurs de chrome (magésio-chromite et chromite). Leurs teneurs demeurent relativement faibles (de l’ordre de quelques pourcents), ce qui laisse à suggérer que ces éléments sont potentiellement dispersés sur différentes autres phases minérales.
Observations au « Microscope Électronique à Balayage » (MEB)
La caractérisation microstructurale (morphologique, texturale et chimique) MEB a été réalisée dans le but d’observer l’aspect des grains d’un échantillon représentatif et d’identifier éventuellement des phases minérales propres en sus de celles d’ores et déjà identifiées par DRX. L’observation MEB a été réalisée directement sur un échantillon brut granulaire non poli et préalablement métallisé au carbone. Une cartographie X de distribution/répartition des éléments nous a, d’une part, permis de confirmer la composition des différentes phases déterminées par DRX et, d’autre part, de cibler précisément des points d’intérêt sur lesquels ont pu être réalisées des analyses ponctuelles semi-quantitatives par « Energy Dispersive X-Ray spectroscopy » (EDX). Trois grains de cet échantillon ont été étudiés. Il est apparu clairement une hétérogénéité de l’échantillon : certains grains sont constitués d’un agglomérat de particules (tailles comprises entre 0,3 et 2 mm), noyées dans une matrice fine alors que d’autres grains sont formés d’une matrice fine, parsemée d’éléments de porosité. L’étude par mapping EDX de la distribution spatiale des éléments Al, Si, Ca, Cr, Mn, Fe et O de même que la distribution des phases reconstituées ont permis d’établir la présence de fortes proportions de phases alumino-calciques porteuses de fer (en plus ou moins grandes quantités) appartenant potentiellement à la série srebrodolskite/brownmillérite. La corrélation entre les éléments Al et Si (et dans une moindre mesure, ça) semble indiquer la présence au sein de la matrice de composés de type aluminosilicates calciques. La surface complémentaire fait apparaître des phases alumino-calciques porteuses pour la plupart de silicium. Dans certains cas, les phases porteuses de chrome sont essentiellement la chromite. L’étude EDX permet, en outre, d’établir clairement une corrélation partielle entre Cr et Mn concernant certains grains simultanément moyennement chargés en Mn et fortement chargés en Cr. Par ailleurs, des grains faiblement chargés en Cr existent. Ceci indique clairement la présence dans l’échantillon de deux types de porteurs au moins de Cr (dont probablement une chromite). Au vu d’une corrélation entre Al, Ca et Cr dans des grains faiblement chargés en chrome, il est probable qu’une phase inconnue de type alumino-calcique fasse aussi partie des porteurs de Cr. Les particules, faiblement chargées en chrome, apparaissent pauvres en fer. À contrario, les particules riches en fer ne semblent pas renfermer de chrome. De même, les particules riches en chrome ne contiennent pas ou peu de fer. Une corrélation entre le calcium et l’aluminium existe et, très probablement, indique la présence d’une phase de type larnite.
Description des étapes du procédé hydrométallurgique alcalin mis en œuvre
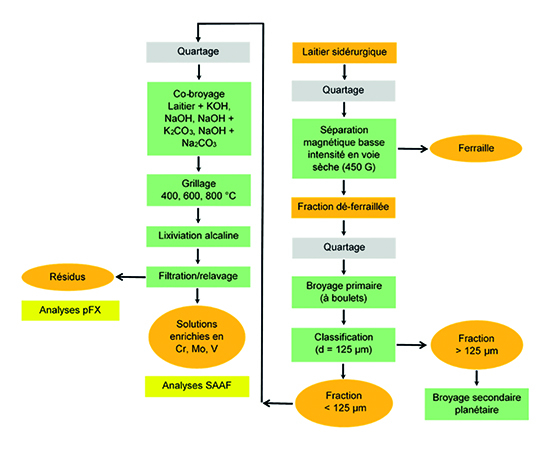
Figure 2 : Méthodologie de traitement hydrométallurgique des laitiers sidérurgiques d’Industeel France ArcelorMittal.
Différentes étapes s’avèrent nécessaires avant l’étape de lixiviation alcaline proprement dite. La méthodologie mise en œuvre est détaillée figure 2.
Les laitiers sidérurgiques prélevés sur le site d’Industeel France ArcelorMittal sont, dans un premier temps, séparés de leurs composantes ferromagnétiques par séparation magnétique en voie sèche à faible intensité (450 Gauss), permettant d’éviter l’entraînement de fractions non magnétiques, afin d’en éliminer la ferraille. Les échantillons d’étude sont ensuite broyés (broyeur à boulets) à 125 μm, quartés de forme à obtenir des fractions homogènes puis mélangés à divers réactifs (alcalins/carbonates). De forme à augmenter leurs réactivités vis-à-vis des réactifs basiques additionnés lors du traitement thermique qui suit, Un co-broyage est, par la suite, réalisé à l’aide d’un broyeur planétaire pulvérisette de forme à augmenter leurs réactivités vis-à-vis des réactifs basiques (NaOH, KOH, NaOH+Na2CO3 et KOH+K2CO3) testés. Le rapport laitier/réactif est maintenu à 1 pour conduire à la formation d’espèces solubles dans l’eau. Le mélange laitier/réactif est traité thermiquement à différentes températures (400, 600 et 800 °C) durant 15, 60 et 180 mn. Finalement, l’échantillon grillé est positionné en solution aqueuse (rapport S/L de 10 g/l) pendant 24 h à température ambiante. L’utilisation des divers réactifs introduits lors de l’étape de co-broyage (NaOH, KOH, NaOH+Na2CO3 ou encore KOH+K2CO3) permet de mesurer l’effet des hydroxydes et des carbonates sur la lixiviation des métaux stratégiques d’intérêt.
Pré-concentration des laitiers sidérurgiques : « Séparation Magnétique Basse Intensité » (SMBI) en voie sèche (450 G).
Cinq échantillons représentatifs des laitiers sidérurgiques prélevés ont été traités par SMBI (450 G) en voie sèche. Selon le schéma de traitement, les échantillons sont soumis lors d’un premier passage à un dégrossissage. Les deux fractions (magnétique et non-magnétique) résultantes sont ensuite traitées lors d’un deuxième passage. Les deux fractions (magnétique et non-magnétique) obtenues sont pesées et leurs pourcentages massiques calculés. Les résultats obtenus montrent que la fraction magnétique représente environ 5 % de la masse totale. Cette fraction est constituée principalement de ferraille et peut être directement dans les fours électriques.
Optimisation des conditions opératoires
Avec pour principal de sélectivement maximiser les rendements de solubilisation des métaux recherchés (Cr, Mo), les conditions opératoires des différentes étapes (co-broyage, grillage et lixiviation) sont optimisées. L’idéal, pour le développement d’un tel procédé, étant d’obtenir des rendements de lixiviation optimaux à la plus basse température possible de façon à minimiser tout impact d’ordre économique et/ou environnemental. Sont étudiées les influences que peuvent avoir les paramètres suivants sur la solubilisation des métaux d’intérêt :
La température de grillage,
Le temps du co-broyage (15 mn, 1 h et 3h),
L’effet des carbonates,
La différence de réactivité entre l’hydroxyde de sodium et l’hydroxyde de potassium.
Des essais de lixiviation directe (sans grillage préalable) sont réalisés. Un échantillon de laitier sidérurgique (d < 125 µm), co-broyé avec divers réactifs de lixiviation (NaOH, KOH, NaOH/Na2CO3 ou KOH/K2CO3), est introduit dans un volume d’eau (S/L=10 g/l) sous agitation pendant 24 h à une température de 80 °C dans un bain thermostaté. Après séparation solide/liquide par filtration, la solution résultante est analysée par « Spectrométrie d’Absorption Atomique à Flamme » (SAAF). Les résultats analytiques obtenus montrent que dans conditions le lessivage des métaux d’intérêt (Cr, Mo) ne s’opère pas et ce quels que soient les réactifs utilisés. Le traitement thermique à haute température (400, 600 et 800 °C) des laitiers sidérurgiques avant l’étape de lixiviation s’avère, par conséquent, être une étape nécessaire afin de former des composés solubles dans l’eau.
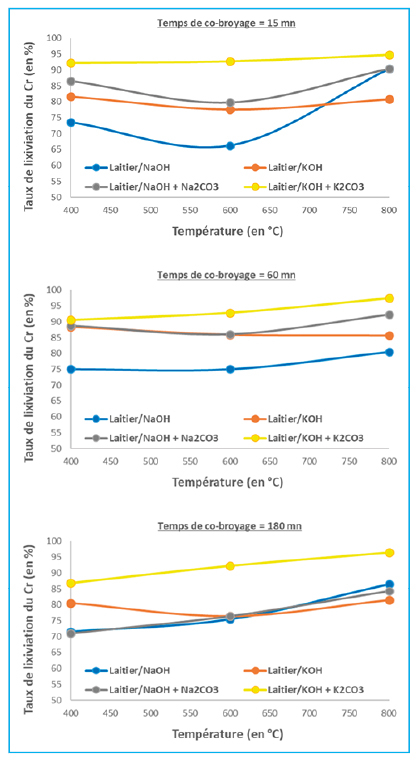
Figure 3 : Influence de la température de grillage sur les rendements de lixiviation du chrome pour différentes durées de co-broyage (15, 60 et 180 mn).
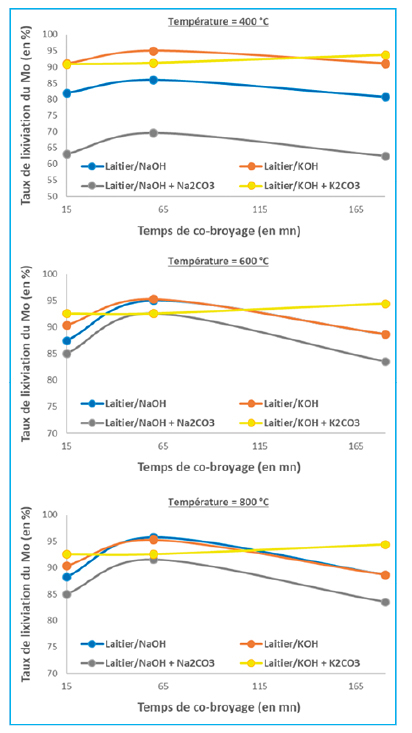
Étude de l’influence de la température de grillage sur le rendements de solubilisation du Cr et du Mo : les figures 3 et 4 montrent les évolutions des rendements de solubilisation du chrome et du molybdène en fonction de la température de grillage opérée et du réactif de lixiviation utilisé pour différents temps de co-broyage (15, 60 et 180 mn).
Le taux de lixiviation du chrome tend à augmenter en fonction de la température de grillage. Cette augmentation est plus apparente pour le laitier co-broyé avec NaOH ou NaOH/Na2CO3 que pour le laitier co-broyé avec KOH et KOH/K2CO3. Cette différence en terme de comportement est probablement imputable à la différence de solubilité des phases formées lors du grillage. Le meilleur rendement de lixiviation du chrome (97,5 %) est observé pour un laitier co-broyé avec le mélange NaOH/Na2CO3 pendant 1 h (température de grillage de 800 °C).
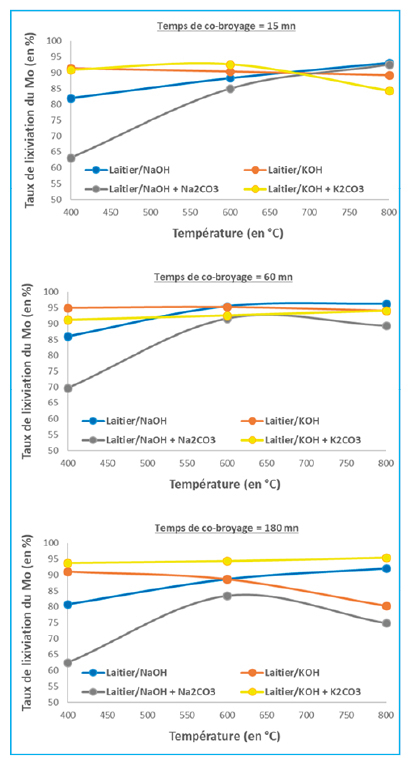
Figure 4 : Influence de la température de grillage sur les rendements de lixiviation du molybdène pour différentes durées de co-broyage (15, 60 et 180 mn).
Les rendements de lixiviation du Mo augmentent de forme significative avec la température lors de l’utilisation de NaOH et du mélange NaOH/Na2CO3 pendant le co-broyage (figure 4). En revanche, lors de l’utilisation du mélange KOH/K2CO3, le taux de lixiviation est quasiment constant. Près de 96,3 % du Mo est lessivé sous les conditions suivantes : 60 mn de temps de co-broyage avec KOH suivi d’un grillage à 800 °C.
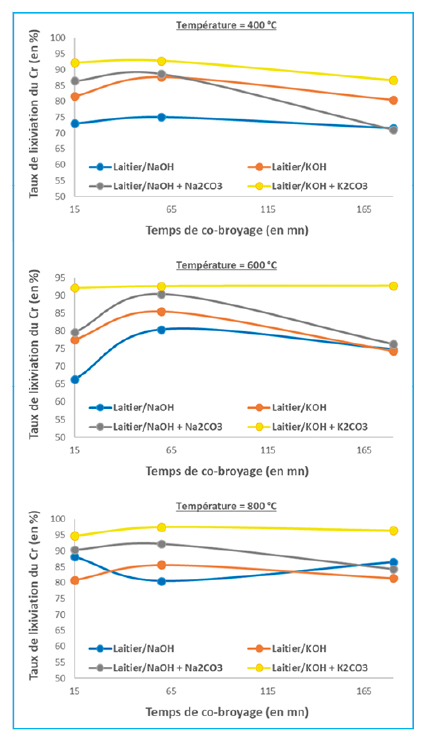
Figure 5 : Influence du temps du co-broyage sur les rendements de solubilisation du chrome pour différentes températures de grillage (400, 600 et 800 °C).
Étude de l’influence du temps du co-broyage sur les rendements de lixiviation du Cr et du Mo : une étude est menée pour déterminer l’effet du temps du co-broyage du laitier en présence de différents réactifs sur le processus de solubilisation du Cr et du Mo. Les essais sont réalisés pour des températures de grillage de 400, 600 et 800 °C. Les résultats obtenus (figures 5 et 6) permettent de conclure que le temps de co-broyage le plus approprié pour maximiser les rendements de récupération des métaux d’intérêt recherchés est de 60 mn.
Figure 6 : Influence du temps du co-broyage sur les rendements de solubilisation du molybdène pour différentes températures de grillage (400, 600 et 800 °C).
Phytostabilisation des laitiers sidérurgiques d’Industeel ArcelorMittal France
L’objectif principal de la phytostabilisation, menée dans le cadre d’HYPASS, est d’atténuer les transferts de polluants au travers de la mise en place d’une couverture végétale homogène sans pour autant apporter une couche supplémentaire de sol propre [Vamerali et al. (2010), Kidd et al. (2017)].
Figure 7 : Vue aérienne du crassier sidérurgique d’Industeel ArcelorMittal France de Châteauneuf.
Cependant, le développement des plantes sur les terrils métallurgiques doit surmonter de fortes contraintes édaphiques. En effet, outre la toxicité potentielle des éléments métalliques, les laitiers sidérurgiques sont presque dépourvus de matière organique et de nutriments majeurs (tels que l’azote et le potassium). Leurs textures sableuses entraînent une très faible capacité de rétention d’eau, nuisant à la germination des graines et au développement des plantules. Par conséquent, la colonisation naturelle des plantes demeure rare dans la décharge métallurgique considérée (figure 7).
Un développement végétal ne s’avère en effet possible qu’à condition d’employer des espèces végétales adaptées aux différentes contraintes rencontrées sur ce type de terril. Le rôle déterminant du pH du laitier pour la mise en œuvre d’une phytostabilisation sur de tels substrats est mis en évidence. En effet, le pH s’avère un facteur clé pour le succès ou l’échec de l’implémentation d’une phytostabilisation sur décharge de laitier sidérurgique. Quand le pH est supérieur à 8,6, la croissance des plantes et leur développement sont sévèrement restreintes. Ceci est à la fois dû à la toxicité du Cr(VI) (induisant des blessures oxydatives) et à une carence en Mn, en Zn et en P, qui sont des éléments essentiels étroitement liés aux défenses anti-oxydatives et au métabolisme énergétique des plantes. A l’inverse, une baisse du pH en dessous de 8,6 modifie la spéciation chimique de la plupart des éléments, conduisant à une diminution du Cr(VI) phyto-disponible, conjointement à une augmentation du Mn, Zn et P phyto-disponible. Ainsi, la mobilité et la toxicité du Cr(VI) sont amoindries et le statu nutritif des plantes amélioré, favorisant de fait une croissance efficace. Conséquemment, lors de la mise en œuvre d’un projet de phytostabilisation à l’échelle d’un terril de laitier sidérurgique, une attention particulière doit être apportée au contrôle du pH du sol avant le semis des graines. Cela doit permettre de prédire comment la couverture végétale s’installera et survivra tout en atténuant la mobilité du Cr(VI) et son transfert.
Figure 8 : Culture en pots de plantes herbacées dans du laitier sidérurgique d’Industeel France ArcelorMittal amendé de MIATE : 1) à pH > 8,6 et 2) à pH < 8,6.
Un travail du technosol est effectué par apport de MIATE (« Matières d’Intérêt Agronomique issues du Traitement des Eaux ») à hauteur de 120 T.ha-1 et en contrôlant, une dizaine de jours plus tard, que le pH du substrat a bel et bien diminué en dessous de la valeur seuil de 8,6. Au-delà, les éléments traces potentiellement phyto-toxiques sont fortement solubles et donc bio-disponibles, tandis que les macro et microéléments ne le sont pas empêchant toute croissance végétale (figure 8).
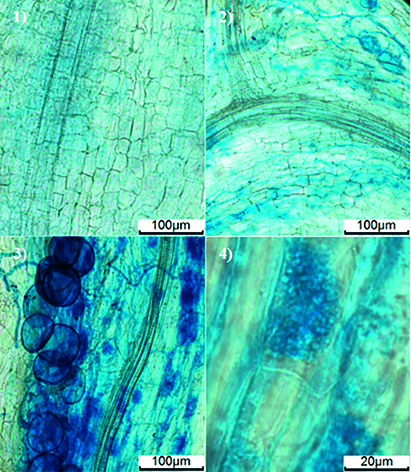
Figure 9 : Structures typiques de Rhizophagus. irregularis observées au microscope optique :
1) fragment non mycorhizé, 2) et 3) hyphes mycéliens, vésicules et arbuscules, 4) arbuscules.
Un tel abaissement du pH permet en outre de diminuer la quantité d’éléments traces concentrés dans les feuilles des espèces semées. En dessous de ce seuil de pH, l’emploi d’un champignon mycorhizien à arbuscules (Rhizophagus irregularis, DAOM 197198) [figure 9] inoculé au moment du semis des graines peut favoriser la réduction du pH des eaux interstitielles du technosol lors de la culture des plantes. L’emploi de ces spores améliore également la nutrition des plantes en augmentant les teneurs en macroéléments dans les parties aériennes des végétaux implantés.
Site de Châteauneuf : identification des scenarii de valorisation des laitiers sidérurgiques et de gestion du crassier et périmètre d’application
Afin d’identifier et de définir des scenarii possibles de valorisation de laitier et de gestion de crassier, le site de Châteauneuf est considéré comme site pilote. Le site étant en activité depuis de nombreuses années, il permet de considérer la problématique des sous-produits de l’industrie sidérurgique dans son ensemble et donc des scenarii :
De valorisation des laitiers de « fraîche production »,
De gestion des laitiers historiques stockés sur le crassier du site.
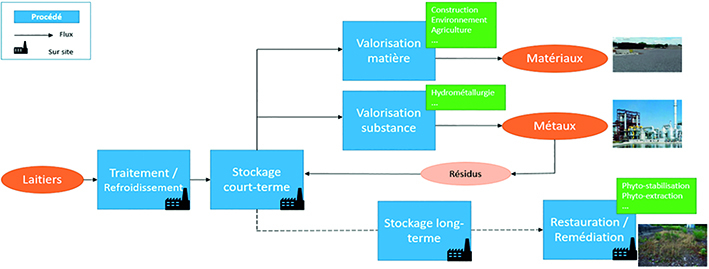
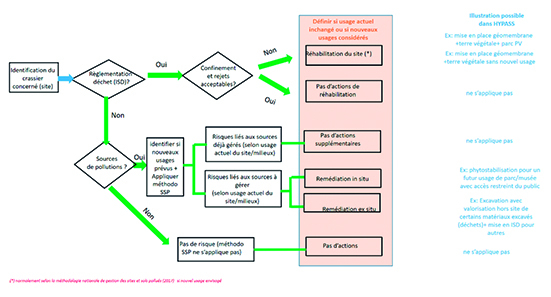
Figure 10 : Première identification des filières de traitement (valorisation et gestion) appliquées au site de Châteauneuf.
Pour les laitiers de « fraîche production » ou anciens, l’objectif d’HYPASS est double : 1) en extraire les métaux valorisables et 2) stabiliser les crassiers historiques. La figure 10 présente la première ébauche HYPASS des filières de traitement déjà en place ou envisageables pour le site étudié. Elles comprennent principalement des scenarii de valorisation substances ou matières et de gestion du crassier.
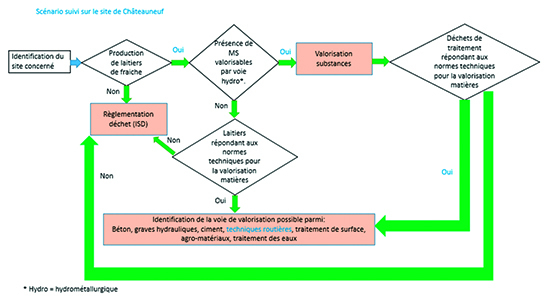
Figure 11 Générateur de scenarii de valorisation de laitiers de fraîche production appliqué au site Industeel ArcelorMittal France
de Châteauneuf.
L’objectif de l’ « Outil d’Aide à la Décision » (OAD) étant de fournir un support pour les décideurs afin qu’ils puissent déterminer le scenario ou les scenarii les plus pertinents à mettre en œuvre sur leur site, les différentes filières de traitement qui pourraient s’appliquer sur le site de Châteauneuf sont identifiées en se référant au générateur de scenarii. Les scenarii possibles sont présentés en bleu sur les figures 11 et 12. La définition de ces scénarii est ensuite consolidée au travers de l’analyse des résultats de d’une enquête des enjeux locaux, d’une visite approfondie du site à l’étude et de discussions avec l’opérateur du site, partenaire d’HYPASS.
Figure 12 : Générateur de scenarii pour la gestion d’un crassier historique appliqué au site Industeel ArcelorMittal France de Châteauneuf.
Relativement aux laitiers de « fraîche production », deux scenarii envisageables sont définis :
Un scenario de valorisation dit « matières » ou les laitiers de « fraîche production » sont récupérés pour une valorisation en sous-couche routières (scénario business as usual dans le cas du site d’Industeel),
Un scenario de valorisation dit « substances » ou les métaux d’intérêt sont récupérés des laitiers par voie hydrométallurgique en milieu alcalin (procédé HYPASS développé).
En ce qui concerne la gestion du crassier historique, plusieurs scenarii sont envisagés. Ce sont, en réalité, une combinaison d’usages finaux de l’ancien crassier et moyens techniques pour gérer la pollution présente (géo-membrane, phytostabilisation, landfill mining, etc.). Ils sont identifiés comme suit :
Un scenario « laisser-faire » (ou scenario business as usual),
Des scenarii avec une gestion du stockage des déchets selon les arrêtés préfectoraux en vigueur nécessitant la mise en place d’une géo-membrane avec deux usages finaux possibles du site : une ferme de panneaux photovoltaïques, un apport de terre végétale et la création d’un espace vert,
Un scenario dit de phytostabilisation, avec la création à terme d’une zone verte d’accès restreint au public où la phytostabilisation serait mise en œuvre sur l’ensemble du crassier historique afin de le stabiliser et de restaurer un écosystème local (scenario développé dans le cadre d’HYPASS),
Un scenario « landfill mining », consistant à tout excaver, traiter la portion valorisable des déchets et stocker le reste en ISD (« Installation de Stockage de Déchets »).
Conclusions et perspectives
Le recyclage des déchets industriels contenant des métaux lourds sous forme d’oxydes ou d’hydroxydes est devenue une préoccupation majeure en raison entre autres de l’intérêt économique croissant lié à la valorisation des métaux. Les travaux développés au cœur d’HYPASS visent la mise au point d’un procédé hydrométallurgique alcalin innovant pour la récupération des métaux d’intérêt stratégique (Cr, Mo, etc.) des laitiers sidérurgiques. Le procédé hydrométallurgique alcalin, développé à l’échelle laboratoire dans la cadre d’HYPASS, consiste en des étapes unitaires successives :
De dé-ferraillage du laitier par séparation magnétique basse intensité en voie sèche,
De réduction de la taille des particules par concassage/broyage,
D’activation du laitier par co-broyage en présence de réactifs basiques,
De formation des phases solubles dans l’eau par grillage à l’air,
De lixiviation des métaux de valeur.
Afin d’optimiser les rendements de lixiviation des métaux d’intérêt (Cr, Mo), plusieurs opérations unitaires de préparation (broyage, ajout de réactifs et grillage) sont réalisées. Après lixiviation à l’eau, les meilleurs rendements de lixiviation du chrome (97,5 %) sont observés après usage de NaOH/Na2CO3 en tant que réactif additionnel lors de l’étape de co-broyage et grillage à 800 °C. Les meilleurs taux de lixiviation du molybdène (96,3 %) sont, quant à eux, observés en milieu KOH à 800 °C.
Un suivi de cinétique de lixiviation est, à l’avenir, envisagé afin de minimiser le temps de lixiviation des métaux. Des essais de capture des oxydes métalliques de la solution de lixiviation par des « Hydroxydes Doubles Lamellaires » (HDLs) sont également en cours de développement.
L’étude de phytostabilisation des laitiers sidérurgiques d’industeel ArcelorMittal France montre, par ailleurs, que l’inoculation de Rhizophagus irregularis (DAOM 197198) conduit à une colonisation rapide des systèmes racinaires d’espèces herbacées cultivées dans du laitier d’acier amendé avec du MIATE. Des expériences supplémentaires doivent être menées pour évaluer la capacité des « Arbuscular Mycorhizal Fungi » (AMF) à promouvoir la croissance des plantes lors d’un projet de phytostabilisation de laitier sidérurgique, et notamment en employant des souches indigènes prospectables in situ.
L’équipe d’HYPASS œuvre également à la conception d’un OAD, qui devrait permettre de comparer et de choisir des scenarii de gestion de laitiers d’aciérie sur la base de critères d’impacts environnementaux, de coûts financiers et de services (écosystémiques, etc.). Le travail de conception s’inspire des principes de l’ « Analyse de Cycle de Vie » (ACV), pour que l’outil puisse proposer une estimation des impacts environnementaux globaux pour chaque scenario envisageable. En complément de l’ACV, des critères spécifiques à la problématique seront intégrés en prenant en compte les enjeux globaux et locaux associés à la gestion des laitiers. Pour la comparaison des solutions de gestion des crassiers anciens, la vulnérabilité des milieux sera également prise en considération. Un test sera prochainement réalisé sur trois scénarii (déstockage des laitiers sidérurgiques, phytostabilisation et hydrométallurgie, réhabilitation du crassier sidérurgique pour changement d’usage) de gestion en cours sur le site d’Industeel France ArcelorMittal de Châteauneuf.
Cet article est réservé aux abonnés, pour lire l'article en entier abonnez vous ou achetez le